- Точное стальное литьё
- Современные технологии литья стали
- Сотрудничество с заводом
- Используемые при литье марки стали
- Сборка модельных блоков
- Очистка и обработка отлитых заготовок
- Под регулируемым давлением
- Отливка по выплавляемым моделям
- Преимущества литья по сравнению с другими методами обработки металла
- Особенности и преимущества производства стального литья
- Литейная оснастка
- Методы литья и современные технологии изготовления сложных инженерных сооружений
- Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
- Общая схема
- Модель
- Форма
- Готовая отливка
- Области применения
Точное стальное литьё
Высокоточное литьё стали предполагает производство изделий с помощью алюминиевой оснастки. Наш завод специализируется на отливках весом от 1.5 до 250 килограмм. Изделия производятся с минимальными припусками на механическую обработку.
Литье металла с использованием точных методов предполагает соблюдение четкой последовательности действий и этапов производства. Для реализации технологии применяется алюминиевая оснастка, посредством которой производиться модель из пенополистирола, точно соответствующая требуемой детали. Далее модели склеиваются в кусты, окрашиваются противопригарной краской и помещаются в опоку. При заливке расплавленной стали модель выжигается и мы получаем литейную заготовку. Данный способ литья носит название литье по газифицируемым моделям (ЛГМ).
Современные технологии литья стали
Производство отливок из металла по технологии точного литья имеет ряд преимуществ:
- возможность изготовления всевозможных конструкций различных конфигураций;
- отсутствие в необходимости использования дополнительных форм и моделей для отлива;
- стандартизированное серийное производство;
- возможность изготовления продукции в единых промышленных условиях.
Данный метод позволяет получить точное литье, что сокращает затраты на механическую обработку.
Производство стальных отливок ориентировано на следующие промышленные сферы:
- машиностроение;
- нефтехимическая промышленность
- горно-добывающая промышленность
- сельское хозяйство
- железная дорога
Литье стали точным методом дает возможность существенно сократить финансовые расходы для получения готовых изделий, с помощью механической обработки.
Сотрудничество с заводом
Завод осуществляет литье стали на заказ. В работе используется современное оборудование, которое исключает риск возникновения брака и обеспечивает высокое качество готовой продукции.
Используемые при литье марки стали
- 25Л — 45Л,
- 20ГЛ,
- 20ГМЛ,
- 30ХМЛ,
- 40ХЛ,
- 110Г13Л,
- СЧ15-25,
- ВЧ 40-70.
Литье металла на заказ проводится в современно оборудованных цехах, которые соответствуют всем стандартам безопасности и технологичности. Стандартная схема сотрудничества состоит из этапов:
- согласование чертежа;
- моделирование литейных процессов;
- создание прототипа отливки;
- производство опытной партии
- получение положительного заключения
- запуск в серийное производство
На сайте компании «Камский Металлург» вы можете ознакомиться с примерами нашей литейной продукции. Клиент может заказать индивидуальное изготовление конструкций – специалисты завода готовы изготовить детали любой сложности по уникальным чертежам.
- Как сделать заказ
- Сроки
- Гарантия
- География и доставка
- Стоимость
- Поддержка
Позвонить по телефону в отдел продаж 8 (8552) 25-30-68 или прислать заявку по почте info@lit-kam.ru
Также вы можете отправить заявку через форму на сайте.
- Сроки изготовления оснастки (в зависимости от конструктива) – от 20 дней
- Испытание оснастки, получение опытного образца ППС модели – 5-10 рабочих дней
- Вылежка ППС моделей – 5-10 рабочих дней
- Склейка, покраска ППС моделей, заливка детали – 5-10 рабочих дней
- Обработка готовой отливки – 1-2 рабочих дня
Данные сроки представлены для типовой модели детали 1-2 группы ответственности. Исходя из сложности конструкции детали, сроки могут увеличиваться.
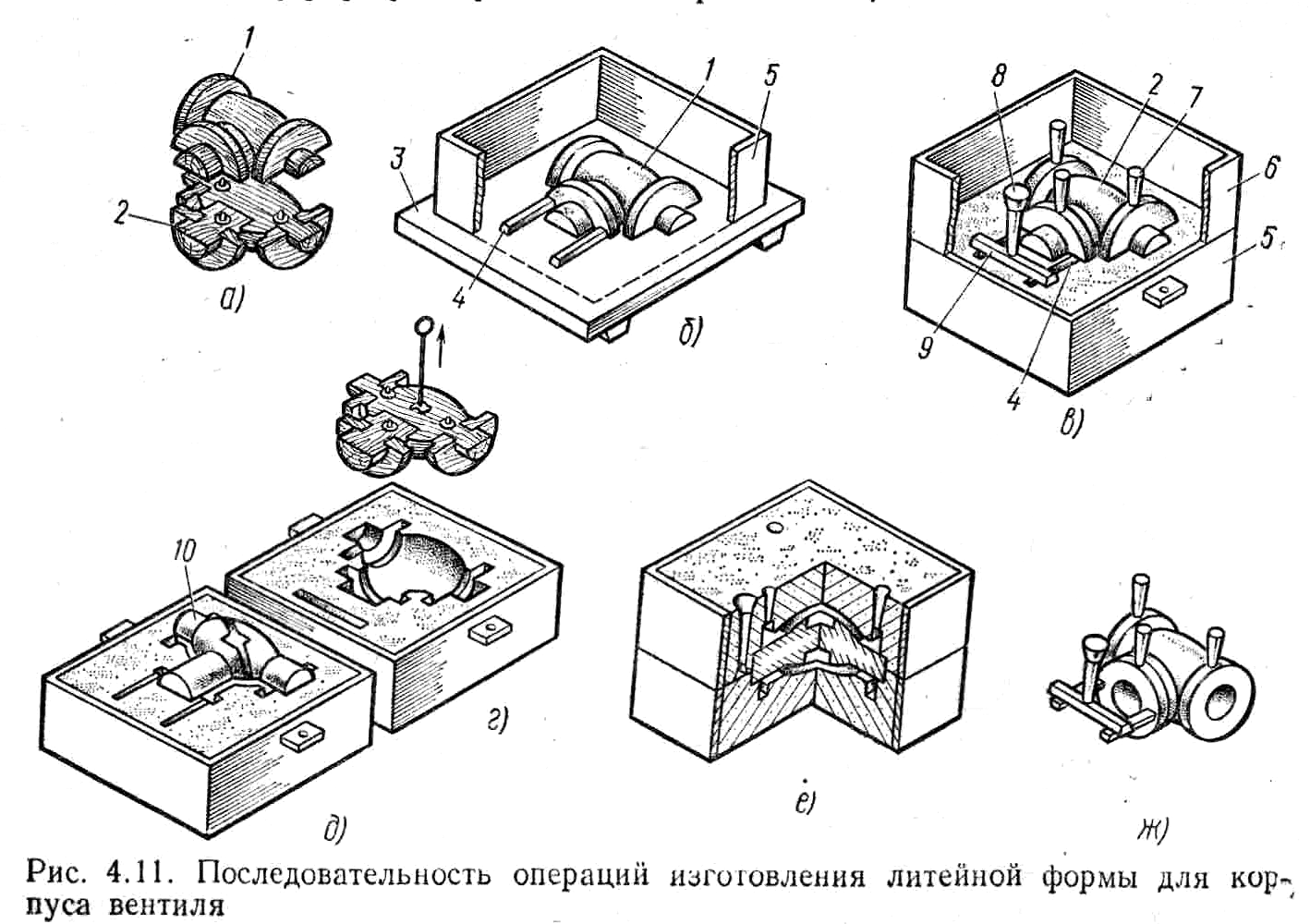
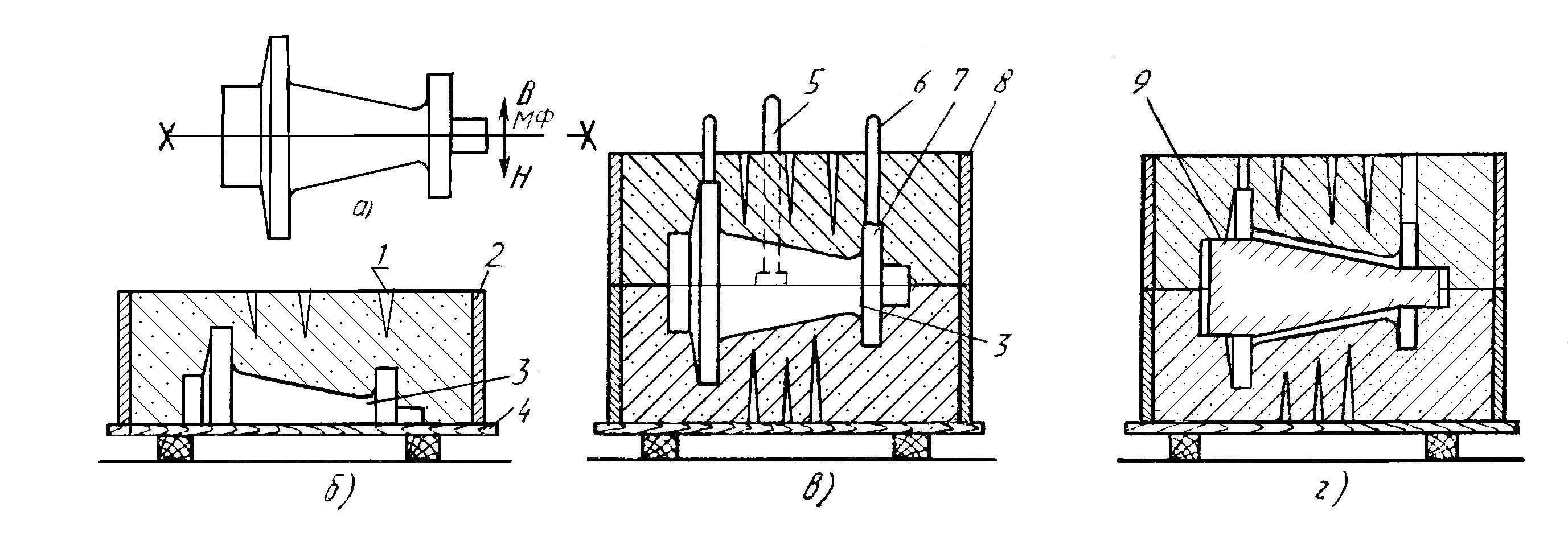
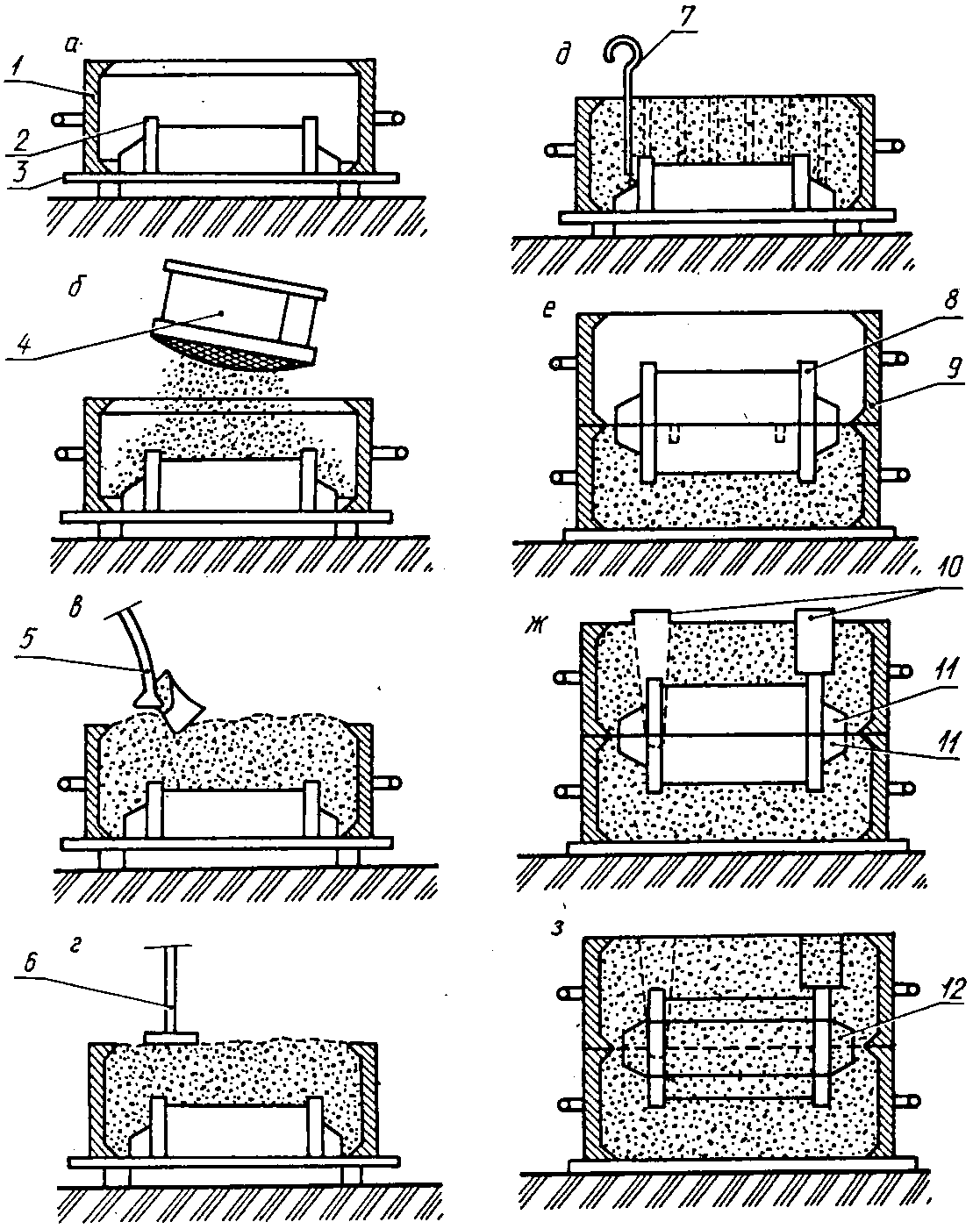
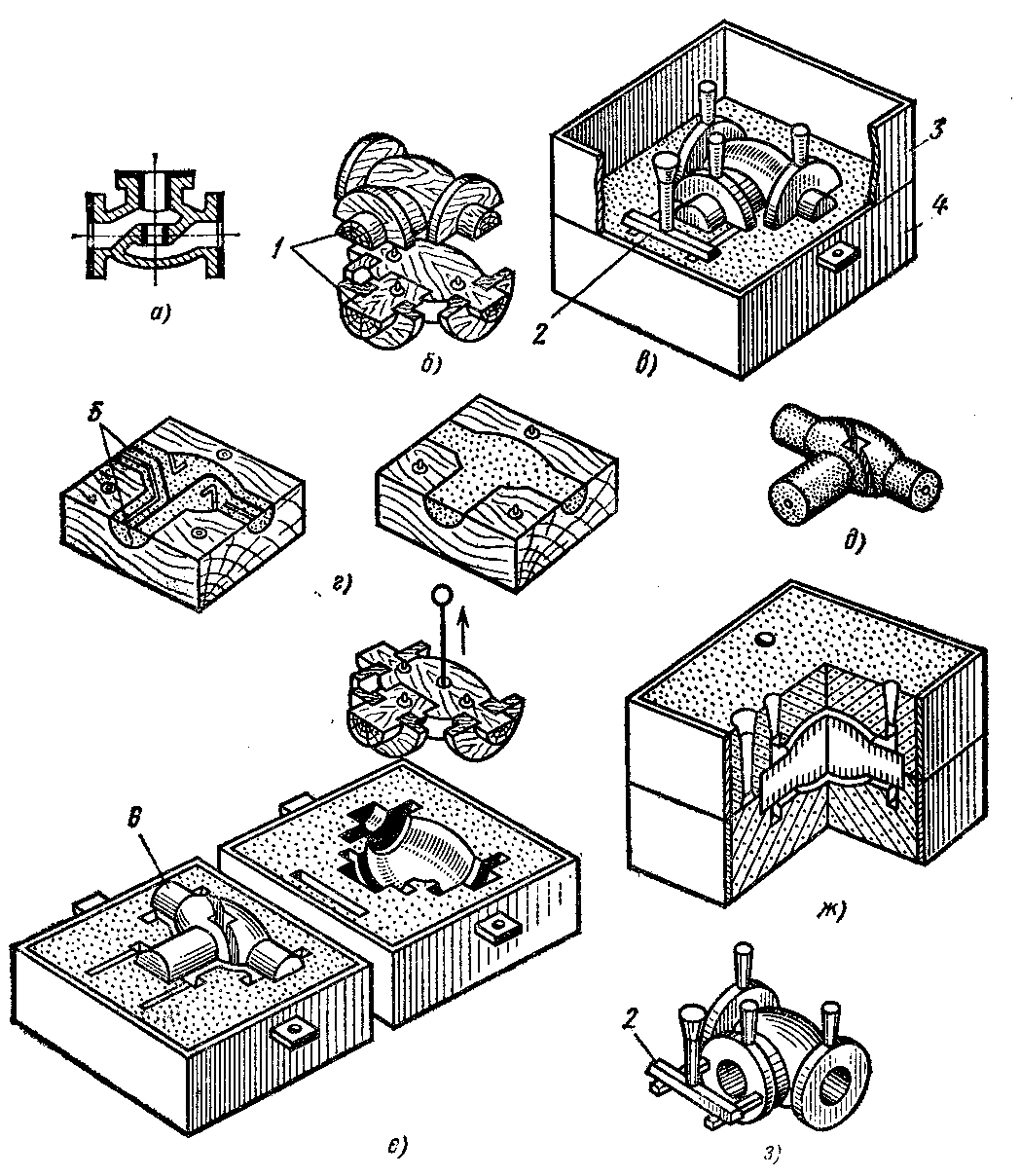
Сборка модельных блоков
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Очистка и обработка отлитых заготовок
После отливки металла и его охлаждения, отлитые заготовки требуют дальнейшей очистки и обработки, чтобы достичь необходимых параметров и качества итогового изделия.
Очистка заготовок является первым этапом после отливки. Она может включать удаление остатков песчаных форм, заусенцев, окалины и других посторонних включений. Для этого используются различные методы: механическая обработка, химическая обработка, ультразвуковая очистка и т.д. Этот процесс позволяет подготовить заготовки к дальнейшей обработке и помогает удалить дефекты.
Обработка заготовок включает в себя различные операции, которые необходимы для достижения требуемой формы, размеров, точности и поверхностного качества. Основные операции обработки включают: точение, фрезерование, сверление, шлифовку и полировку. Для каждой операции используются соответствующие инструменты и оборудование, такие как токарные станки, фрезерные станки, сверлильные станки и шлифовальные станки.
Помимо механической обработки, также проводится обработка путем термической или химической обработки. Например, путем нагрева и напуска заготовки можно изменить ее механические свойства или улучшить прочность. Химическая обработка может включать применение различных растворов для удаления окислов, очистки поверхности или нанесения защитного покрытия.
Важным аспектом очистки и обработки отлитых заготовок является соблюдение всех требований и нормативов, чтобы достичь требуемых характеристик изделий. Качественная очистка и обработка влияют на долговечность, надежность и внешний вид готового изделия, а также на его функциональные свойства.
Под регулируемым давлением
Разновидность литья под давлением, которая обеспечивает лучшую управляемость процессом. Существует множество факторов, которые могут повлиять на качество конечного продукта. Нижеприведенные переменные играют важную роль в процессе литья под регулируемым давлением:
Скорость, с которой расплавленный металл вводится в полость пресс-формы,
Важно, чтобы расплавленный металл полностью заполнил полость до того, как он начнет затвердевать. Если скорость потока металла не идеальна, это отрицательно сказывается на прочности конечного продукта.
Давление впрыска, напрямую влияющее на скорость поступления расплавленного металла в полость пресс-формы. При литье под регулируемым давлением увеличивают давление впрыска, чтобы повысить герметичность
Для обеспечения структурной стабильности отливки используется сочетание высокого давления впрыска и увеличенных размеров литника. Это, в свою очередь, улучшает общие механические свойства отливки, в частности, прочность на растяжение.
Время, необходимое для того, чтобы расплавленный металл заполнил полость, зависит от скорости металла на затворе и площади затвора. Если затвор большой, скорость впрыска может быть низкой, но если затвор маленький, скорость впрыска должна быть высокой для того, чтобы полностью заполнить полость.
При литье под регулируемым давлением увеличивают давление впрыска, чтобы повысить герметичность. Для обеспечения структурной стабильности отливки используется сочетание высокого давления впрыска и увеличенных размеров литника. Это, в свою очередь, улучшает общие механические свойства отливки, в частности, прочность на растяжение.
Время, необходимое для того, чтобы расплавленный металл заполнил полость, зависит от скорости металла на затворе и площади затвора. Если затвор большой, скорость впрыска может быть низкой, но если затвор маленький, скорость впрыска должна быть высокой для того, чтобы полностью заполнить полость.
Для литья под давлением используют сплавы металлов и сплавов, которые характеризуются повышенными литейными свойствами (жидкотекучестью).
Важным фактором, влияющим на литейную способность сплава, является интервал затвердевания. Если разница между точкой твердого и жидкого состояния сплава велика, литье под регулируемым давлением не применяют.
Отливка по выплавляемым моделям
![]()
Литьё по выплавляемым моделям позволяет производить точные компоненты, сводя к минимуму отходы материалов, уменьшая энергоёмкость производства и снижая затраты на последующую обработку готовых отливок, причём любой степени сложности.
Процесс литья по выплавляемым моделям происходит в несколько этапов:
- Создание исходного образца, в котором отражается конфигурация готовой детали, с поправкой на тепловую усадку заготовки;
- Изготовление восковых образцов и создание деревянной модели. Она собирается таким образом, чтобы обеспечить доставку расплава ко всем труднодоступным частям отливки;
- Создание оболочки пресс-формы, когда вся восковая модель окунается в керамическую суспензию, покрывается песчаной оболочкой и отправляется на сушку. Эти циклы повторяются до тех пор, пока не будет создана оболочка желаемой толщины, которая устанавливается по размерам и конфигурации готовой отливки. После высыхания керамической оболочки она становится достаточно прочной, чтобы удерживать расплавленный металл во время литья.
- Удаление воска, для чего вся сборка помещается в паровой автоклав, чтобы растопить практически весь воск (остатки, пропитанные керамическим составом, сжигаются в печи). Тогда же удаляются и литники;
- Расплавление и литьё. Форму предварительно нагревают до определенной температуры и заполняют расплавленным металлом, создавая металлическую отливку. С помощью процесса литья по выплавляемым моделям можно получить готовый продукт из любого сплава. В зависимости от его химического состава можно применить плавку на воздухе или в вакууме. Вакуумная плавка используется тогда, когда в сплаве присутствуют реактивные элементы.
- Заключительные операции. После того, как отливка окончательно остынет, оболочка кристаллизатора отделяется от отливки путем вытеснения. При этом отрезаются остатки каналов, литников, а, при необходимости, выполняется пескоструйная обработка, шлифовка и механическая доводка отливки до размерам, обусловленным чертежом изделия.
Технология включает стадию неразрушающего контроля, для чего используется флуоресцентный, магнитопорошковый, рентгенографический или другие методы проверки качества.
Преимущества метода:
- Широкий диапазон массы получаемых отливок – от мелких до 300…350 кг.
- Универсальность и сложность формы, включая и такие, которые нельзя получить металлорежущей обработкой на станках.
- Минимизация последующей механической доводки.
- Высокая точность и низкая шероховатость готовой поверхности.
Литьё по выплавляемым моделям — хорошая альтернатива сварке, поскольку многие компоненты можно объединить в одну отливку сложной формы.
Поскольку инструмент довольно сложен в изготовлении, то данная технология полностью окупает себя в условиях серийного и массового производства.
Преимущества литья по сравнению с другими методами обработки металла
Литье – один из самых распространенных и эффективных методов обработки металла, который имеет ряд преимуществ по сравнению с другими методами. Одним из ключевых преимуществ литья является возможность создания сложных форм и деталей, которые трудно или невозможно изготовить другими способами.




Важным преимуществом литья является высокая производительность. Литье позволяет одновременно получать несколько деталей, что позволяет сократить время изготовления и снизить затраты на производство. Благодаря этому методу также достигается высокая точность изготовления, что обеспечивает качество и долговечность деталей.
Литье также обладает экономическими преимуществами. В процессе литья металла возможно использование перерабатываемого материала, что позволяет снизить затраты на приобретение нового металла и экономить природные ресурсы. Кроме того, литье позволяет создавать детали различных размеров и форм, что упрощает процесс изготовления и снижает затраты на обработку и доводку деталей.
Еще одним важным преимуществом литья является возможность улучшить физические свойства металла. Благодаря процессу литья можно увеличить прочность и устойчивость металла к воздействию окружающей среды. Также возможно добавление специальных веществ в металлическую смесь, что позволяет получить детали с уникальными характеристиками и свойствами.
В заключение, можно сказать, что литье является одним из наиболее эффективных методов обработки металла, позволяющим получить сложные и качественные детали с высокой точностью и производительностью. Преимущества литья включают возможность создания сложных форм, высокую производительность, экономические выгоды и улучшение физических свойств металла.
Особенности и преимущества производства стального литья
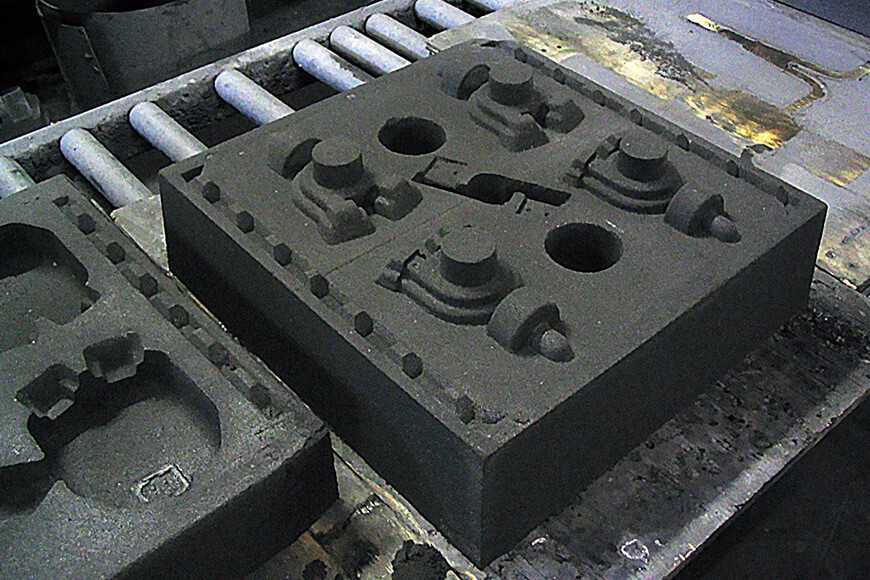
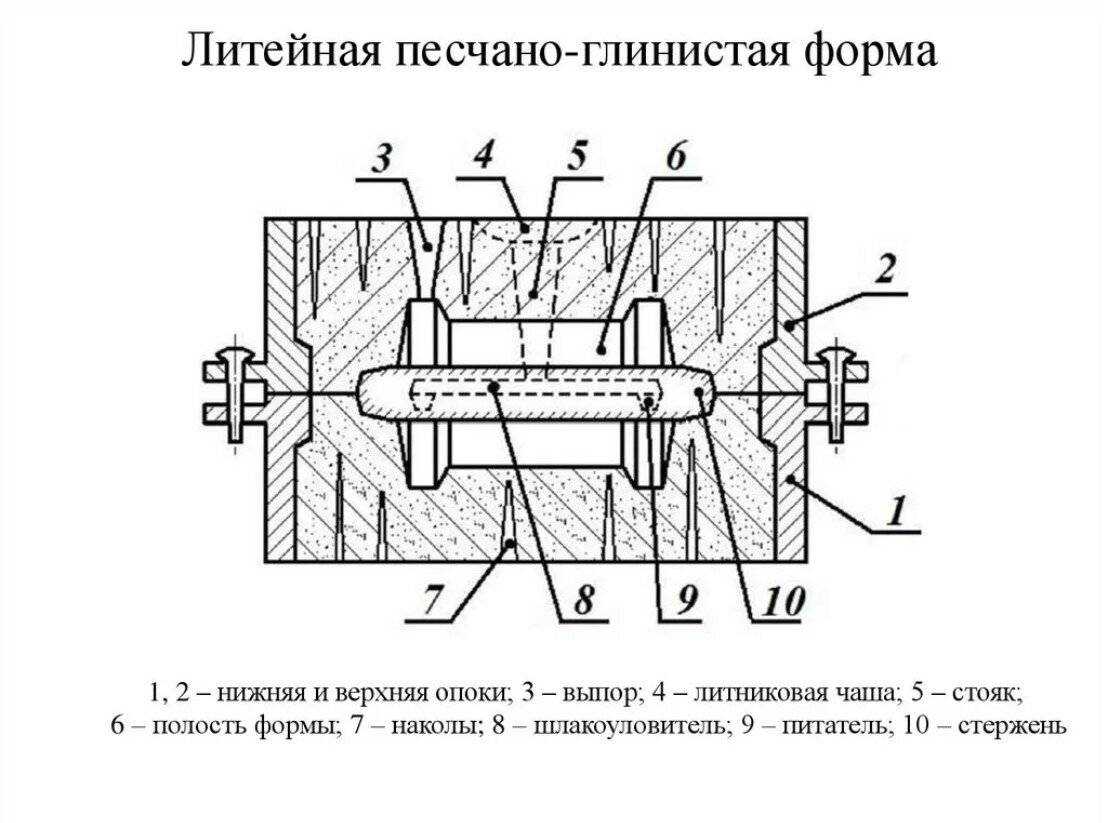
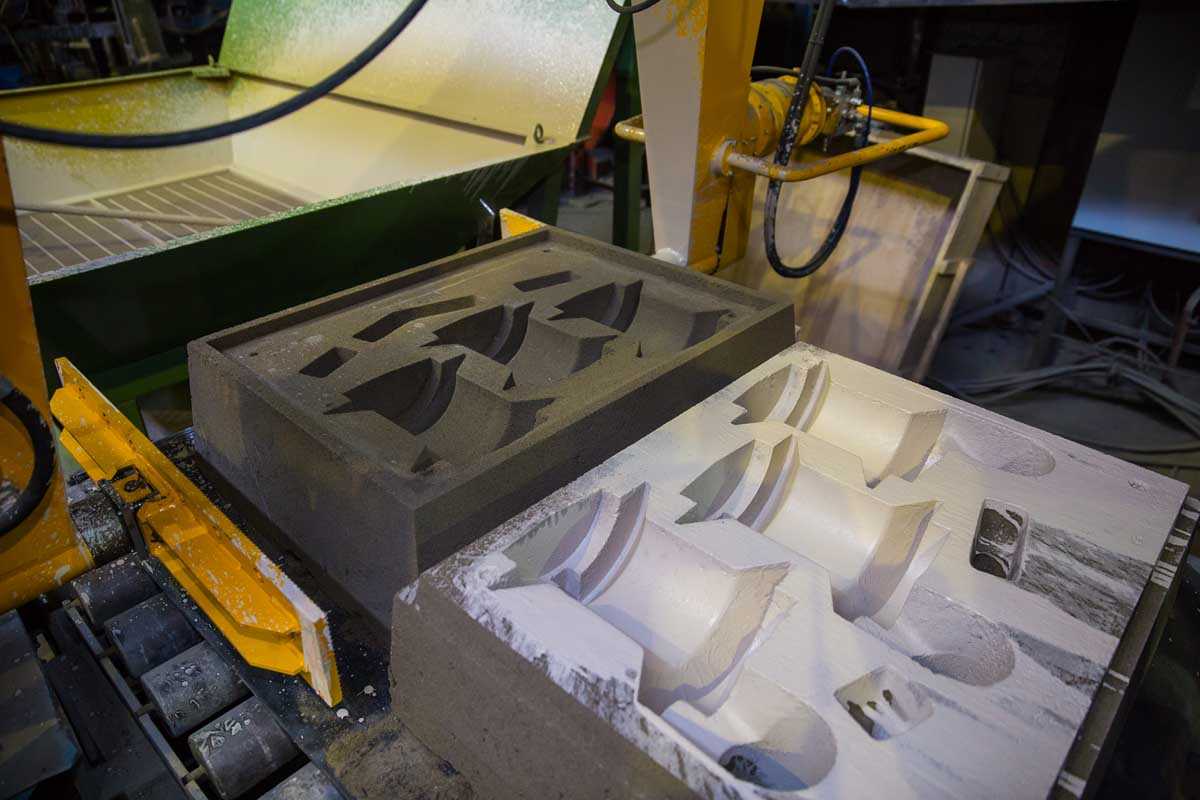
Как происходит изготовление литых изделий из стали? В общем виде процесс выглядит следующим образом: материал нагревают до точки плавления, перемещают в специальную форму и ожидают его затвердевания. После этого (когда отливка завершится), продукция подвергается обработке: это необходимо для повышения степени точности и устранения дефектов, которые могут возникать в ходе производства. Чаще всего используются такие технологии, как литье в песчано-глинистые смеси, в холодно-твердеющие смеси (ХТС) и в жидкостекольные смеси (ЖСС).
Песчано-глинистые формы выбирают для производства изделий, которые имеют большие габариты (например, корпуса турбин). Эта технология пользуется популярностью благодаря возможности получения отливок, имеющих сложную форму и большие размеры. При этом стоимость производства находится на доступном уровне. Литье в ХТС обеспечивает получение отливок с высоким качеством поверхности и имеющих значительно меньшее количество каких-либо дефектов и засоров. Класс точности – от 9. В ряде случаев более подходящим считается применение технологии литья в ЖСС. Выбор конкретной технологии происходит в зависимости от габаритов изделия, его веса, а также марки стали и состава сплава.
![]()
![]()
Литье получило распространение не только в нашей стране, но и во всем мире: метод активно применяется для производства деталей неразборных типов, характеризующихся повышенной степенью прочности, долговечностью и надежностью. Также они отличаются выносливостью при эксплуатации в условиях высоких температур.
Производство стального литья нередко выступает единственным методом создания изделий (для ряда конструкций прокатка металла и деформация неприменимы). Популярность метода объясняется и тем, что благодаря появлению современных технологий, литье из стали по характеристикам почти ни в чем не уступает кованой продукции, при этом стоимость находится на более демократичном уровне. Но, конечно, получение прочных и долговечных изделий возможно только при условии соблюдения всех требований в процессе производства.
Особенностью изготовления стального литья относительно чугунного является выраженные усадочные явления, которые необходимо учитывать при проектировании литнико-питающей системы в целях недопущения наличия усадочных дефектов (раковины, поры) в отливках. Руководством ЗАО «Завод специального машиностроения «Маяк» в 2015г была внедрена автоматизация процессов разработки литейной технологии с применением современных программ ProCast и LVMFlow. Это позволяет запускать в производство отливки только после устранения всех возможных литейных дефектов на этапе проектирования, что гарантирует получение годных отливок в сжатые сроки без каких-либо дефектов, в том числе скрытых (подробнее)
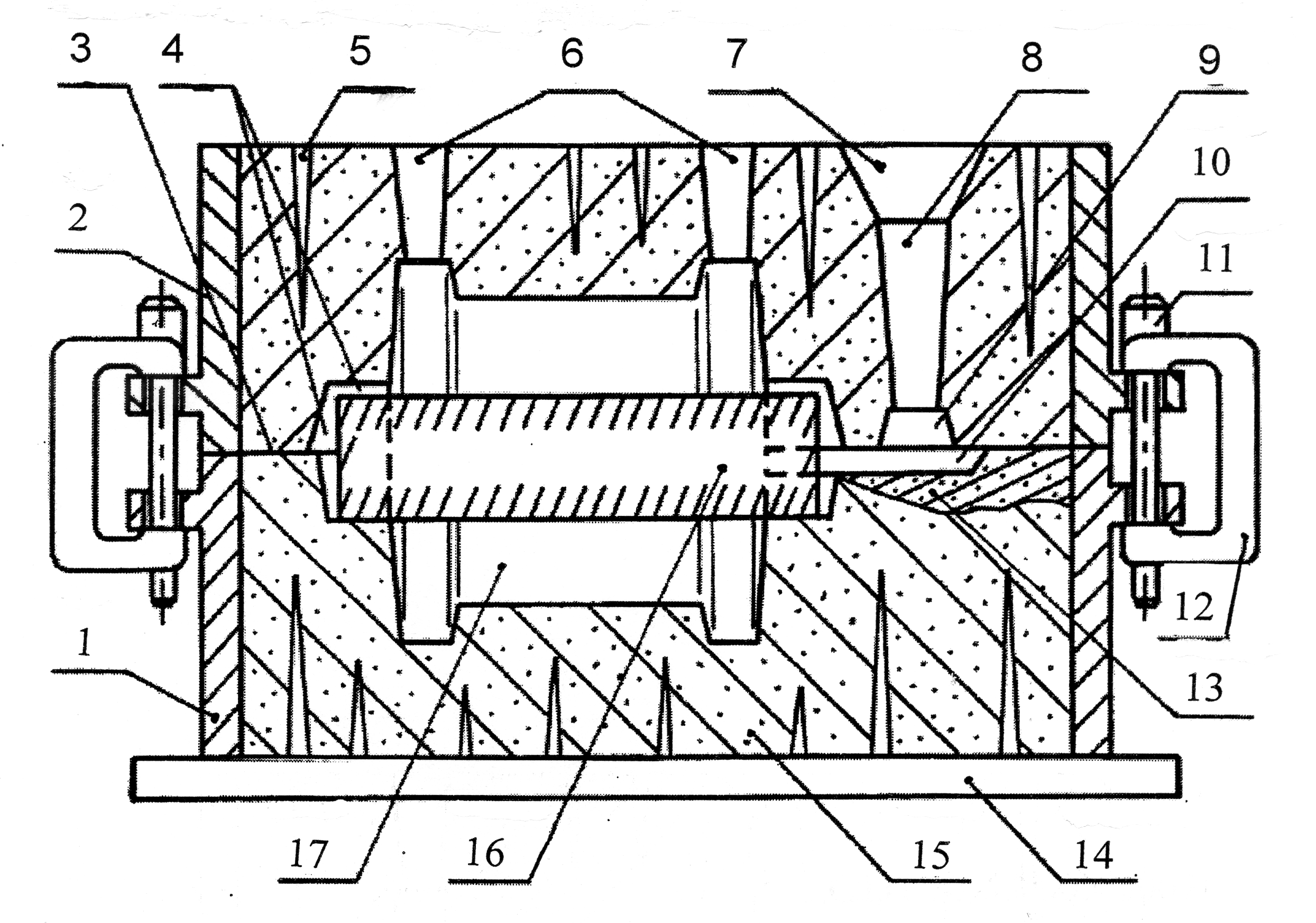
Литейная оснастка
Литейная оснастка
– это комплект приспособлений для изготовления отливок, в который входят модель отливки, модели элементов литниковой системы, модельные плиты, стержневые ящики, опоки и др.
Часть оснастки, включающая все приспособления, необходимые для образования рабочей полости литейной формы при ее формовке, называется модельным комплектом.
ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ ЛИТЕЙНОЙ ОСНАСТКИ
- возможность получать качественное изделие;
- возможность наглядного представления изделия;
- возможность получать изделия достаточно больших габаритов.
ТЕХНОЛОГИИ ПРОИЗВОДСТВА
Для изготовления отливок в разовых песчано-глинистых формах необходимо иметь комплекты технологической оснастки. Литейная оснастка должна обеспечивать получение отливок требуемой точности и шероховатости поверхности. Литейная оснастка по своей роли в процессе изготовления отливок подразделяется на:
- формообразующую;
- универсальную.
Формообразующая оснастка представляет собой модельный комплект, в который входят модели, стержневые ящики, элементы литниковой системы, модельные плиты, шаблоны для изготовления форм и стержней. Для изготовления форм обычно применяют два вида шаблонов: шаблоны вращения и протяжные шаблоны. Шаблоны представляют собой плоские заготовки определенного профиля и размера, позволяющие получать сложные объемные формы путем вращения или протяжки.
К универсальной оснастке относятся опоки, подопочные плиты, сушильные плиты (драйеры), корпуса стержневых ящиков для сменных вкладышей, литейный инструмент различного назначения (гладилки, ланцеты, трамбовки, пневмозубила и др.).
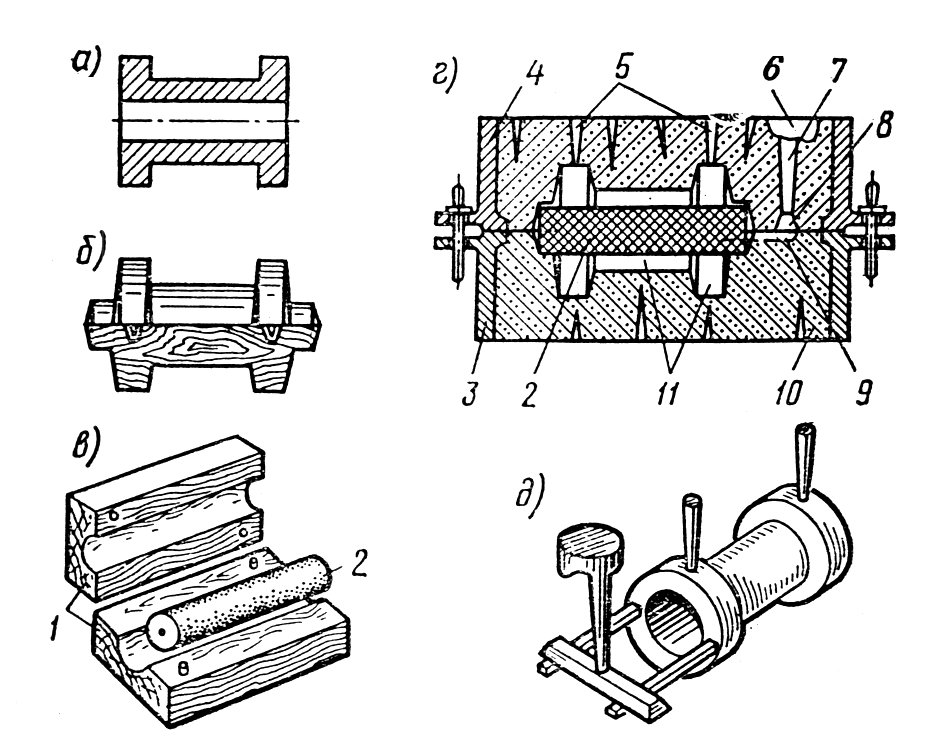
Модель, являясь видоизмененной копией отливки, отличается от нее размерами и наличием стержневых знаков. По своим размерам модель должна быть больше получаемой отливки на величину усадки металла в форме при его охлаждении и на припуск для последующей механической обработки. В зависимости от очертаний и размеров модель может быть цельной или разъемной, состоящей из двух или нескольких частей. Чаще всего модель выполняется из двух половин – верхней и нижней – разделяемых по линии разъема. Конструкция модели должна обеспечивать извлечение ее из формы без разрушения отпечатка.
Стержневой ящик – это формообразующее приспособление с рабочей полостью для получения в ней стержней нужных очертаний и размеров.
Стержневые ящики разделяют по конструктивным признакам на разъемные и неразъемные, на простые, средней сложности и сложные.
К опочной оснастке относят, опоки, штыри, крепежные приспособления, литейные жакеты, подопочные плиты.
МАТЕРИАЛЫ ДЛЯ ЛИТЕЙНОЙ ОСНАСТКИ
Литейная оснастка – это сложный комплекс приспособлений, необходимый для изготовления изделий методом литья.
В индивидуальном и мелкосерийном производстве модели и стержневые ящики изготавливаются обычно деревянными (иногда гипсовыми или цементными). В массовом производстве при машинной формовке вся модельная оснастка (модели, стержневые ящики, модельные плиты) выпускается металлической. Деревянные модели и стержневые ящики изготавливаются из следующих пород дерева: мелкие модели — из ольхи, сосны, липы, бука, клена; средние — из ольхи, сосны, липы; крупные — из ольхи или сосны. Древесина для модельного комплекта должна быть высококачественной. Преимуществом металлических моделей является наличие после обработки гладкой поверхности и меньших формовочных уклонов, что обеспечивает получение более точных отливок.
При машинной формовке применяются модели и стержневые ящики из серого чугуна. Применяются также алюминиевые сплавы, сталь, реже бронзы и латуни.
СФЕРЫ ПРИМЕНЕНИЙ ЛИТЕЙНОЙ ОСНАСТКИ
Литейная оснастка применяется в машиностроении, судостроении, ювелирном деле и др., для производства металлических изделий. Применение данного вида оснастки позволяет изготовить качественное изделие больших размеров без существенных временных затрат.


готова предложить услуги изготовления модельной оснастки по выгодным ценам.
Для определения стоимости и сроков изготовления литейной оснастки, направьте ваш запрос через форму на сайте или на почту
ТРЕБОВАНИЯ К ЗАЯВКЕ
(В запрос включите следующую информацию):
- Чертеж или 3D модель
- Материал готового изделия
- Дополнительные сведения
Минимальная стоимость литейной оснастки — от 6000 рублей
Срок изготовления литейной оснастки от 1 рабочего дня
В течение одного рабочего дня с вами свяжется специалист для уточнения деталей, расчета стоимости и сроков выполнения.
Если у вас отсутствует необходимая 3D модель или чертёж, мы поможем Вам их спроектировать и изготовить.
Методы литья и современные технологии изготовления сложных инженерных сооружений
Разработка процесса изготовления отливки начинается с анализа технологичности конструкции детали с учетом факторов размера точности отливок, степени коробления, качества полученной поверхности. При выборе способа изготовления отливки определяющими факторами являются как технические требования, предъявляемые к изделию, так и технико-экономические показатели (себестоимость детали в изготовлении, экономически оправданная серийность и др.), учитывающие расход металла, стоимость оборудования и технологической оснастки. Важную роль при выборе способа литья играет серийность производства. Размер серии и тип производства в зависимости от массы отливок можно определить по таблице 8.
В единичном, мелкосерийном в песчаные формы, по выплавляемым моделям. В крупносерийном и массовом производствах применяют литье под давлением, в кокиль, и серийном производствах отливки часто изготавливаются литьем в песчаные формы, по выплавляемым моделям. В крупносерийном и массовом производствах применяют литье под давлением, в кокиль, в оболочковые формы, центробежное литье, литье в сырые песчаные формы, изготавливаемые на формовочных машинах или автоматических линиях, и др.
В таблице 9 приводятся данные для выбора способа литья в зависимости от требований к отливкам (габариты отливок, точность их размеров, чистота поверхности), а также возможностей способа литья (серийность производства, коэффициент использования металла, процент выхода годных изделий, себестоимость процесса литья).
При выборе способа литья для изделия надо обязательно учитывать его возможности по обеспечению нужной конфигурации отливки (технологичность), требуемого качества структуры металла и уровня механических и специальных эксплуатационных свойств
Важно, чтобы способ литья мог обеспечить качественное литье из выбранного конструктором сплава
В таблице 8 и 9 сведены обобщенные сугубо ориентировочные данные с большим диапазоном разброса характеристик, без учета свойств выбранного литейного сплава и режима процесса литья конкретной детали; Приведенные в таблице 9 характеристики точности размеров и качества поверхности отливок не являются свидетельством наивысших достижений способа, а скорее лишь гарантированными ГОСТом оценочными параметрами.
Например, при литье по выплавляемым моделям шероховатость поверхности отливок в ряде случаю может достигать Ra = 1,25 мкм (при гарантированных ГОСТ 26645 — 85 Ra = 3,2 мкм), а точность размеров соответствовать 8 — 10-му квалитетам при гостированном классе размерной точности Зт, эквивалентном 11-му квалитету (по ГОСТ 25346 — 89). В то же время в ГОСТ 26645 — 85 проводится определенная градация по группам сплавов, материалу литейных форм, размеру отливок, использованию термической обработки и т. д. Трудность выбора способа литья вызвана тем, что нередко отливка может быть изготовлена сразу несколькими способами, которые обеспечивают требуемые свойства литой детали.
В этом случае решающими факторами, обусловливающими выбор рационального способа литья, являются серийность производства и экономичность процесса. Эти факторы (см. таблицу 8 и 9), наряду с техническими характеристиками способа литья, могут помочь правильно выбрать технологический процесс литья.
Таким образом, сопоставив результаты сравнений способов литья и параметры технологичности литейных процессов (таблица 5, 7, 8, 9), наиболее приемлемым вариантом отливки сегментов средового объекта дизайна в нашей работе, является технология отливки по выплавляемым моделям. Анализ процесса создания средовых объектов дизайна, произведений искусства, народных промыслов, архитектурного убранства различной конфигурации, массы и назначения, показывает, что для их отливки чаще применяют медные сплавы (бронза, латунь).
В качестве средства реализации задач для мелкосерийного производства литых художественно-промышленных изделий наиболее прогрессивным методом получения художественного литья как в единичном, так и в серийном производстве является метод вакуумно-плёночной формовки (ВПФ). В отличие от известных способов литья, этот метод исключает применение каких-либо связующих материалов, т.к. функцию связующего выполняет атмосферное давление.
Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
Не всегда возможно изготовить требуемую стальную деталь методом штамповки или при обработке на токарном станке. В особенности это касается тонкостенных заготовок сложной формы. В таком случае применяется литье по выплавляемым моделям. Описание технологии будет полезно не только для общего развития – она может быть адаптирована для работы в домашних условиях.
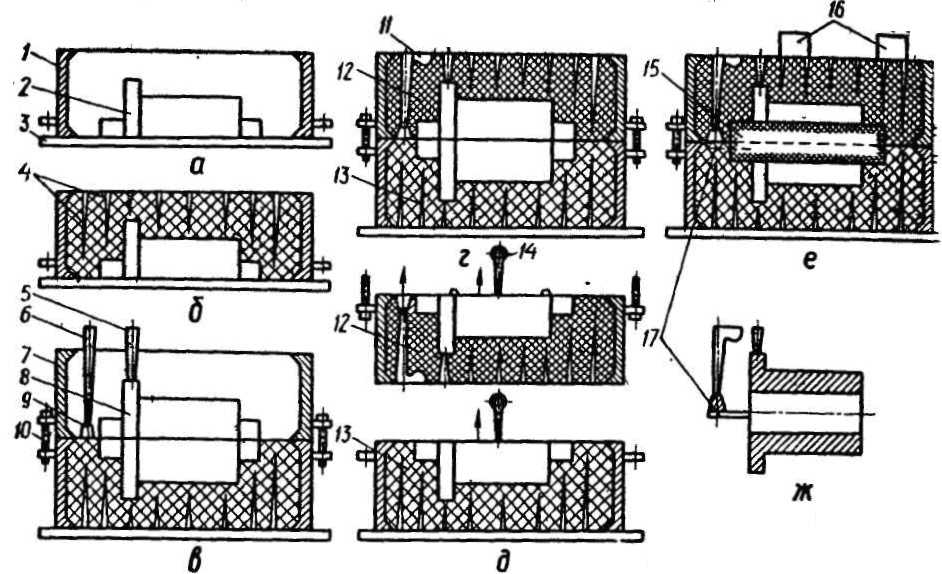
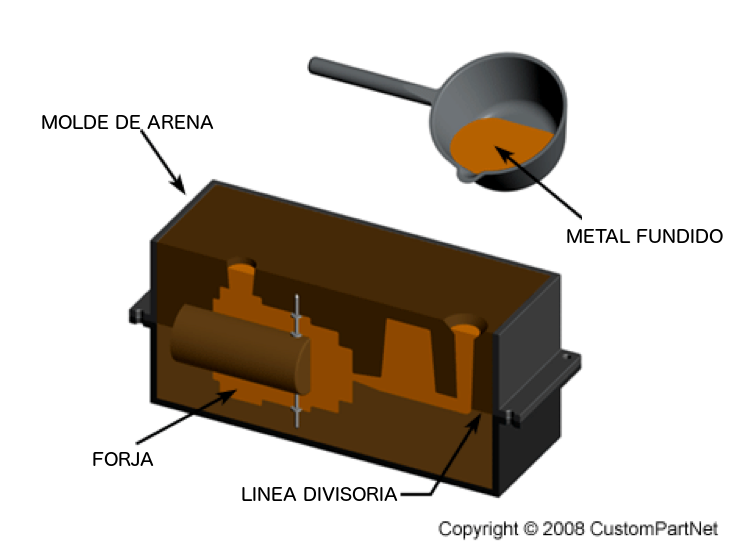
Общая схема
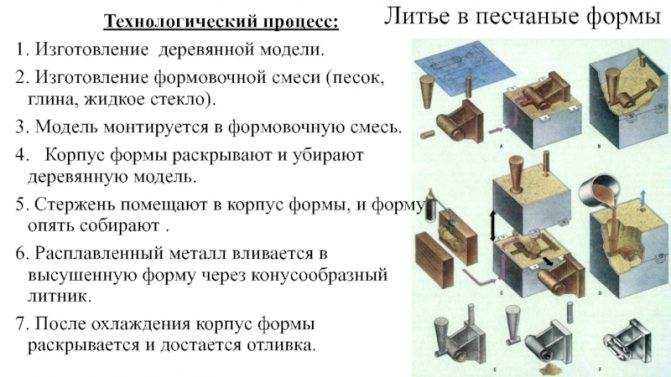
Принцип литья по моделям заключается в предварительном изготовлении формы, которая после определенной обработки заливается металлом. Но для начала необходимо определиться с основными этапами этого процесса.
Обобщенная технологическая схема
Первое, что предшествует литью – изготовление формы. В заводских условиях для этого используют разъемные алюминиевые изложницы. Их конфигурация соответствует форме будущей заготовки, но имеет большие габариты. Обычно части изложницы изготавливают методом прессования алюминиевых заготовок.
Модель
В качестве материала изготовления первичной формы используют материал с низкой температурой плавления: парафин, стеарин, воск или этилцеллюлоза. При этом температура заливки не должна превышать 100°С. В твердом состоянии модельный состав обладает достаточной степенью пластичности, чтобы заполнить все пространство изложницы.
| Модельный состав | Условные обозначения | Температура заливки, °С |
| Парафин-стеарин | ПС 70-30 | 65-80 |
| Парафин-стеарин | ПС 50-5и | 75-80 |
При сложной конфигурации изделия могут быть изготовлены несколько моделей, которые соединяются между собой путем незначительного нагрева торцевых частей.
Заполненная изложница
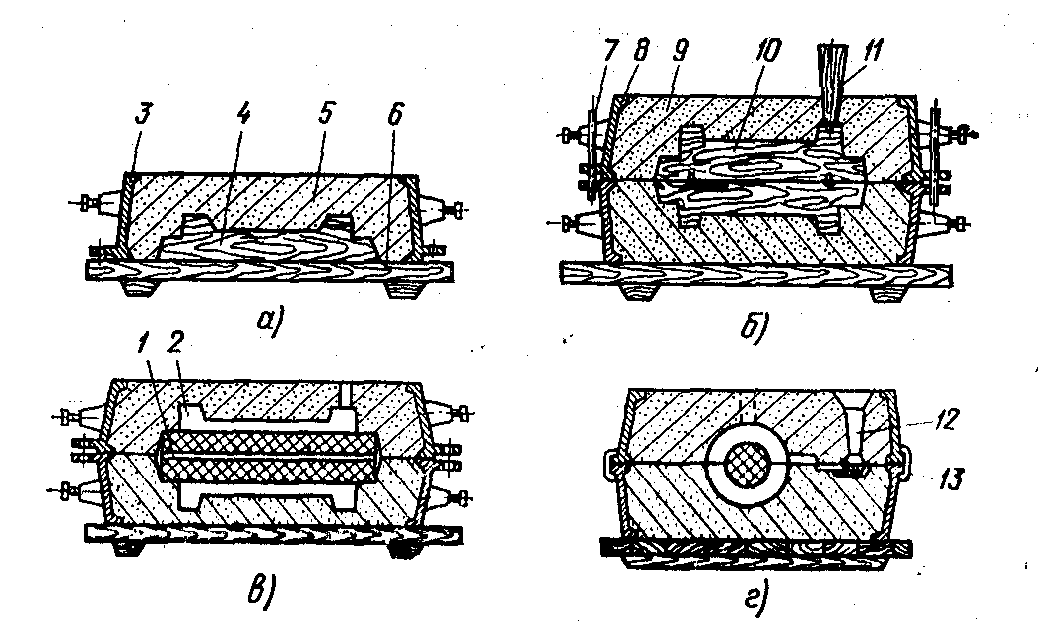
Форма
Поверх модели наносят специальный состав на основе керамики. Для лучшей термической сопротивляемости она обсыпается мелкозернистым песком с добавлением циркония. В зависимости от габаритов изделия этот процесс может повторяться от 3 до 7 раз. Минимальная толщина керамической формы должна составлять 7 мм.
Обработка керамическим составом
На этом этапе важно соблюдать следующие условия:
- Равномерное распределение состава по всей поверхности модели.
- Отсутствие внутренних пустот. Они приведут к неправильной конфигурации изделия.
- Критическая температура, при которой форма не изменит своих габаритов, должна быть больше, чем температура расплавленного металла. Обычно это от 900 до 1200°С.
По окончании формирования необходимо сделать отверстия для удаления парафинового материала. Формы помещаются в печь, где под воздействием высоких температур происходит испарение парафина. В случае надобности проводится дополнительный дожег керамической формы.




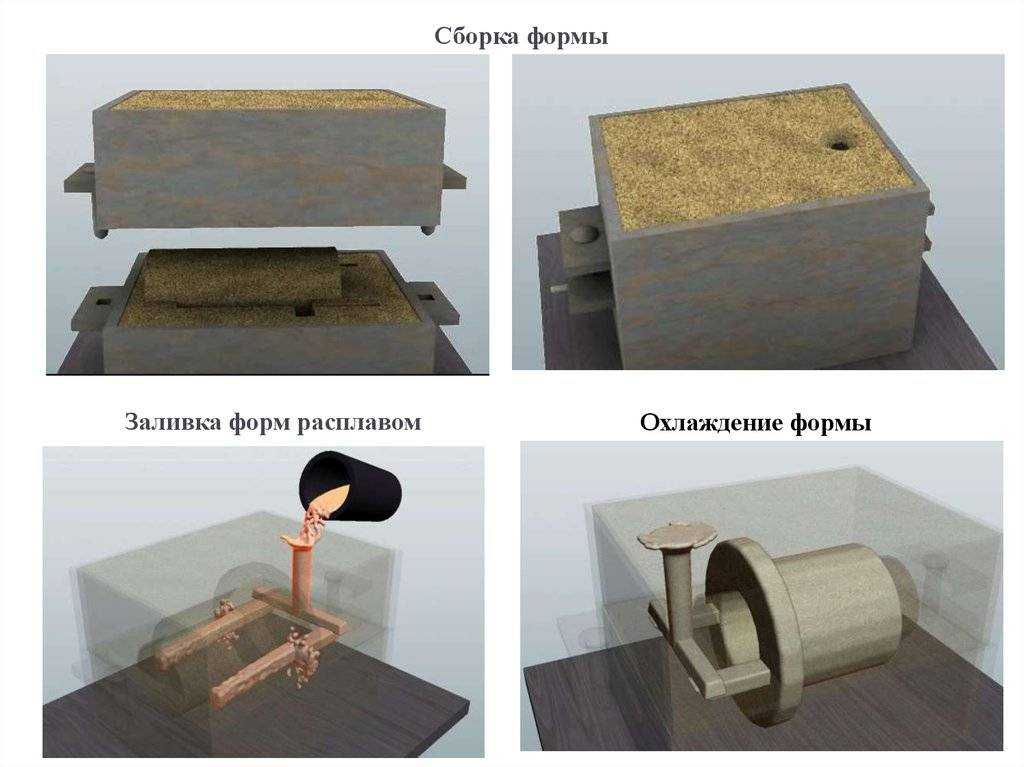
Готовая отливка
Основной проблемой литья по выплавляемым моделям в домашних условиях является частое появление дефектов формы при заливке в нее расплавленного металла. Поэтому предварительно ее поверхность нагревается до температуры заполняемой массы. При этом термическая обработка должна быть сделана равномерно по всей поверхности керамической заготовки.
В ранее сформированную горловину заливают металл. Остывание происходит при комнатной температуре. Не допускается принудительное остывание изделия.
Заливка металла
По истечении 4-6 часов можно удалить поверхностную керамическую оболочку. В промышленных условиях для этого используют вибрационную машину. Основательный этап – отсечение литника. В дальнейшем изделие может подвергаться обработке сжатым воздухом, пескоструйной шлифовке.
Области применения
Общее описание технологии не дает представление о практическом применении этой схемы. В настоящее время она используется в машиностроении и при изготовлении сложных конструкций. Учитывая высокую точность получаемых деталей и относительно низкую себестоимость их изготовления, литье по выплавляемым моделям активно применяется в следующих областях:
- Машиностроение, судостроение и приборостроение. Применяется относительно недавно, так как при изготовлении были проблемы с качеством сформированной формы. Появление этилсиликата позволило добиться требуемых показателей термической устойчивости и вязкости.
- Ювелирная промышленность. Так как температура плавления золота, серебра и бронзы значительно ниже, чем у стали – требования к качеству керамических заготовок дают возможность делать литье в домашних условиях.
- Зубопротезирование.
Ярчайшими примерами применения метода воскового литься являются памятники Санкт-Петербурга – Петру Первому и «Укротитель коней», установленный на Аничковом мосту. Соблюдение технологии и применение соответствующих составов позволяет добиться изготовления деталей, ювелирных украшений, произведений искусства высокой точности.