- Разновидности резьбы по сфере применения
- Резьба общего применения
- Специальная резьба
- Крепежные резьбы типы и основная терминология США. Американские и канадские крепежные резьбы. Классы резьб.
- Трубная цилиндрическая, трубная коническая и коническая дюймовая
- Трубная коническая резьба
- Дюймовая коническая резьба
- Что такое резьба и ее виды
- Виды резьб
- Где какая используется
- Доступные размеры и стандарты резьбовых соединений из нержавеющей стали
- Болты: разновидности и функциональное применение
- Основные разновидности болтов:
- Функциональное применение болтов:
- Вывод
- Коническая резьба NPT/NPTF: основные характеристики и стандарты
- Виды дюймовой резьбы:
- Основные параметры самых распространенных резьбовых соединений NPTF:
- Основные параметры самых распространенных резьбовых соединений NPT:
- Отличия метрических и дюймовых резьб
- Коническая дюймовая резьба
- Особенности резьбового соединения
- Мировая история изобретения и развития резьбовых соединений
- Материалы и методы изготовления
- Материалы
- Методы изготовления
- Применение материалов MODENGY и EFELE для решения проблем
- Функциональное назначение резьбы
- Основные принципы стопорения
- Качественные резцы для резьбы
Разновидности резьбы по сфере применения
Резьбовые соединения широко используются в строительстве и машиностроении. В зависимости от области и места использования выделяются две группы резьбовой нарезки.
Резьба общего применения
1. Дюймовая и метрическая резьба – используется для полного и надежного разъемного соединения элементов конструкции.
2. Ходовая или кинематическая:
Трапециевидная и прямоугольная – для винтов, которые применяются в суппортах станков и столов измерительных приборов, пр. Назначение винтов с ходовой резьбой – обеспечить точность перемещения деталей относительно друг друга при минимальном трении, исключить самоотвинчивание под воздействием прилагаемой силы.
Упорная (для метизов домкратов и прессов) и круглая – для преобразования вращательного движения в прямолинейное перемещение. Такие типы резьбы способны воспринимать значительные усилия, обеспечивают плавность вращения и высокие нагрузочные способности.
Круглая резьба – задействуется в сантехнических изделиях.
3. Крепежно-уплотнительная – для герметичного соединения труб и арматуры при стандартном давлении.
Специальная резьба
Тугая – для получения резьбового соединения, подвергающегося натяжению.
С зазором – обеспечивает легкость свинчивания и развинчивания резьбового соединения деталей, которые эксплуатируются при высоких температурах.
Часовая – для деталей, которые применяются при сборке часовых механизмов.
Для микроскопов – для соединения тубуса и объектива.
Окулярная многозаходная – для деталей, которые используются при изготовлении оптических приборов.
Крепежные резьбы типы и основная терминология США. Американские и канадские крепежные резьбы. Классы резьб.
Отличается ли американская крепежная резьба от метрической.
Да, поскольку самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской крепежной резьбой. И угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы -дюймовые.
Как и метрическая резьба, резьба одного диаметра может иметь различный шаг:
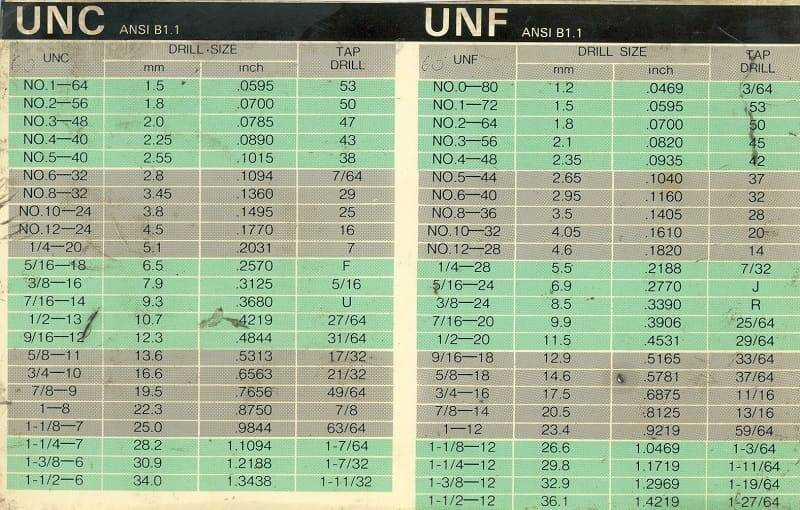
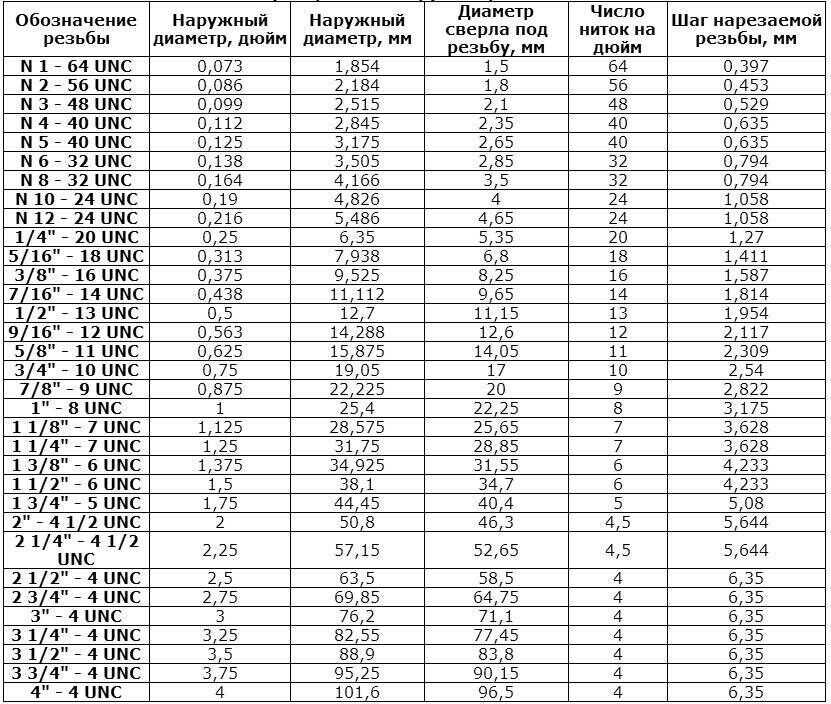
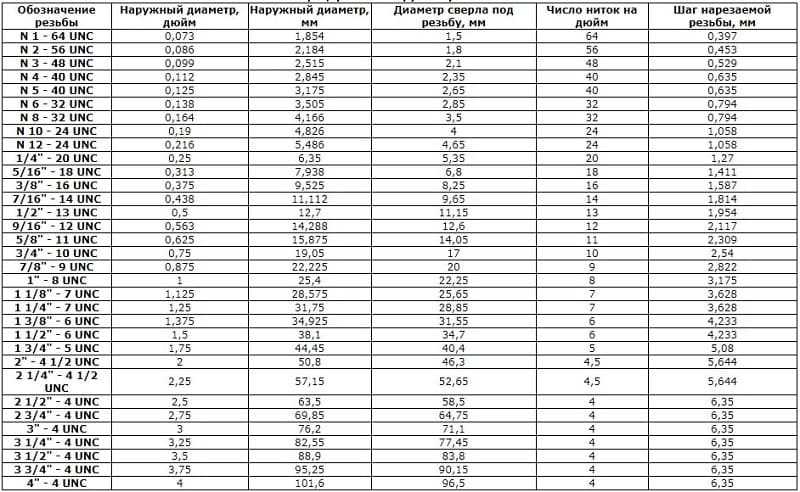
- с крупным шагом UNC (Unified Coarse) – часто встречается
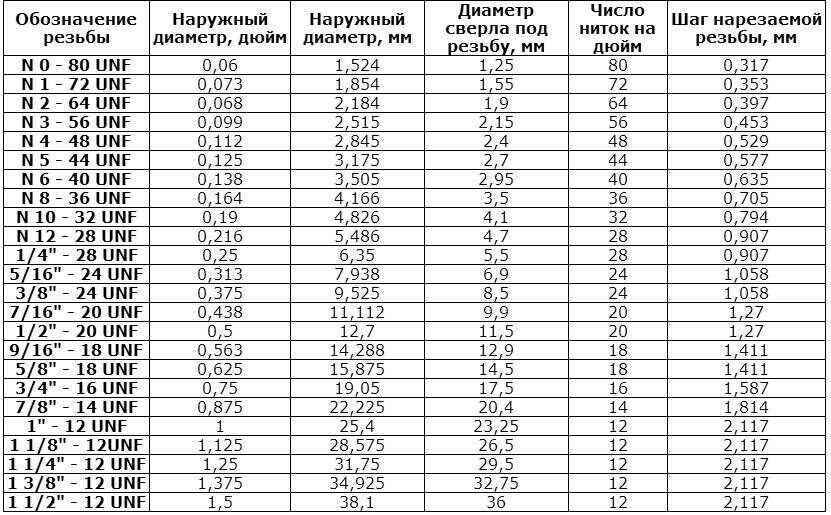
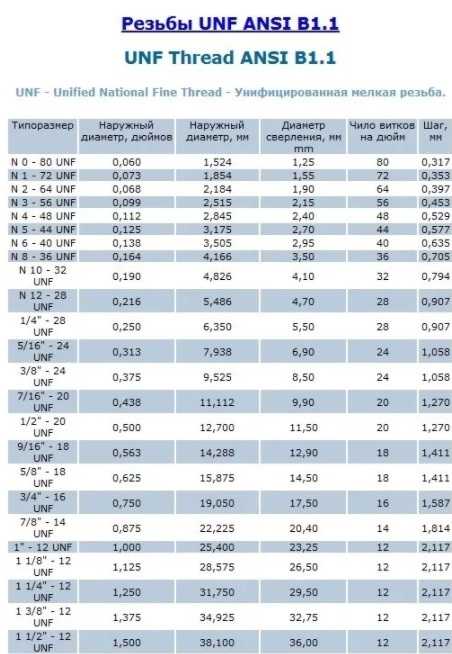
- с мелким шагом UNF (Unified Fine) -часто встречается
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine) – довольно редкая
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard) – довольно редкая.
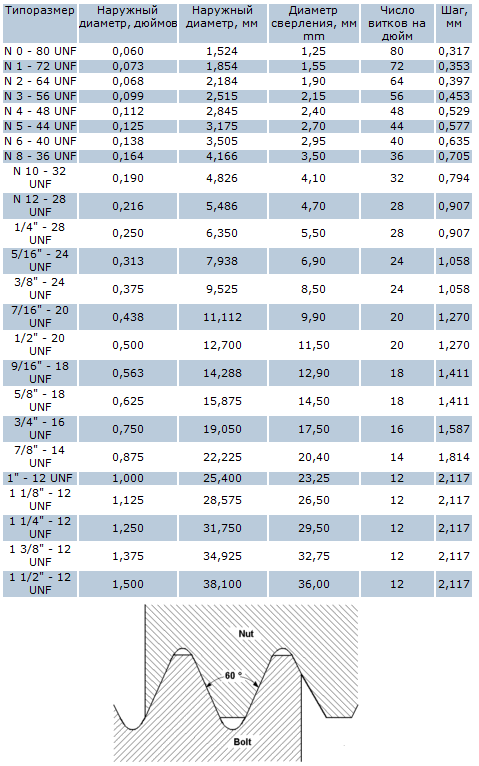
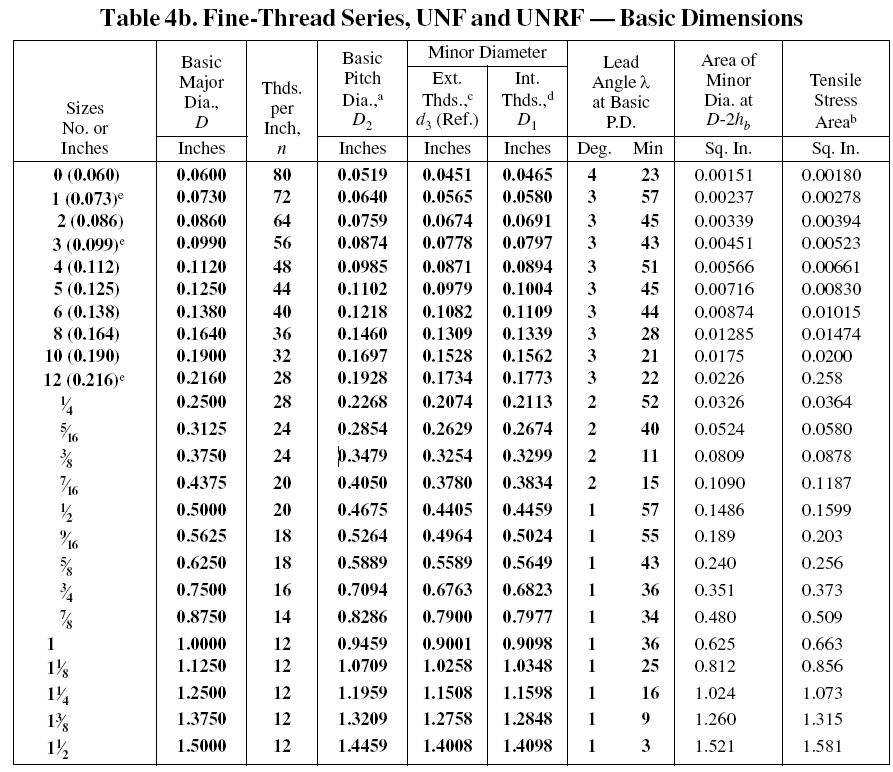
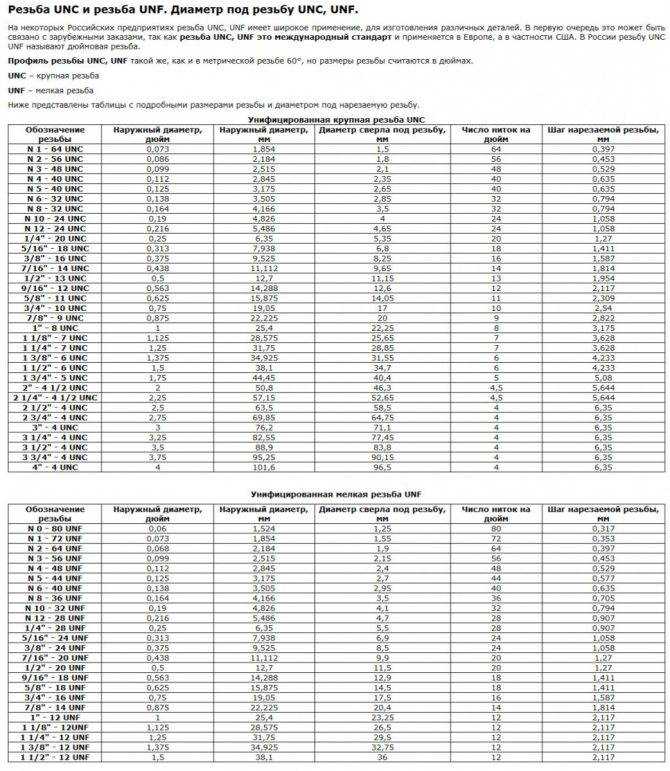
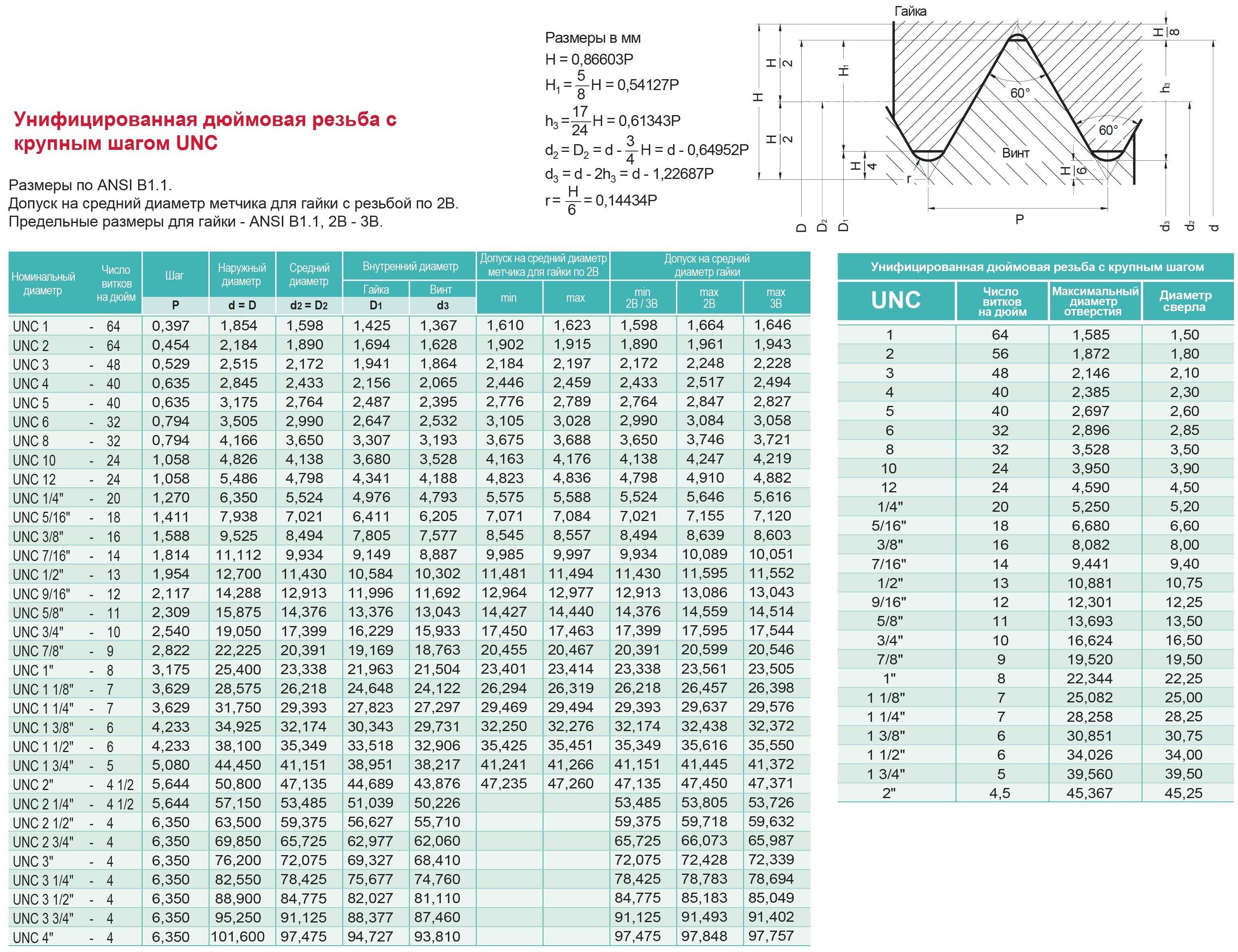
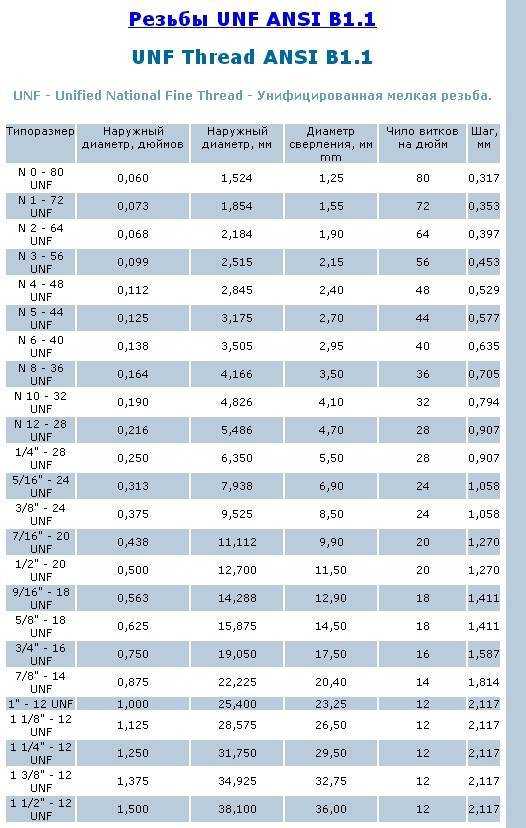
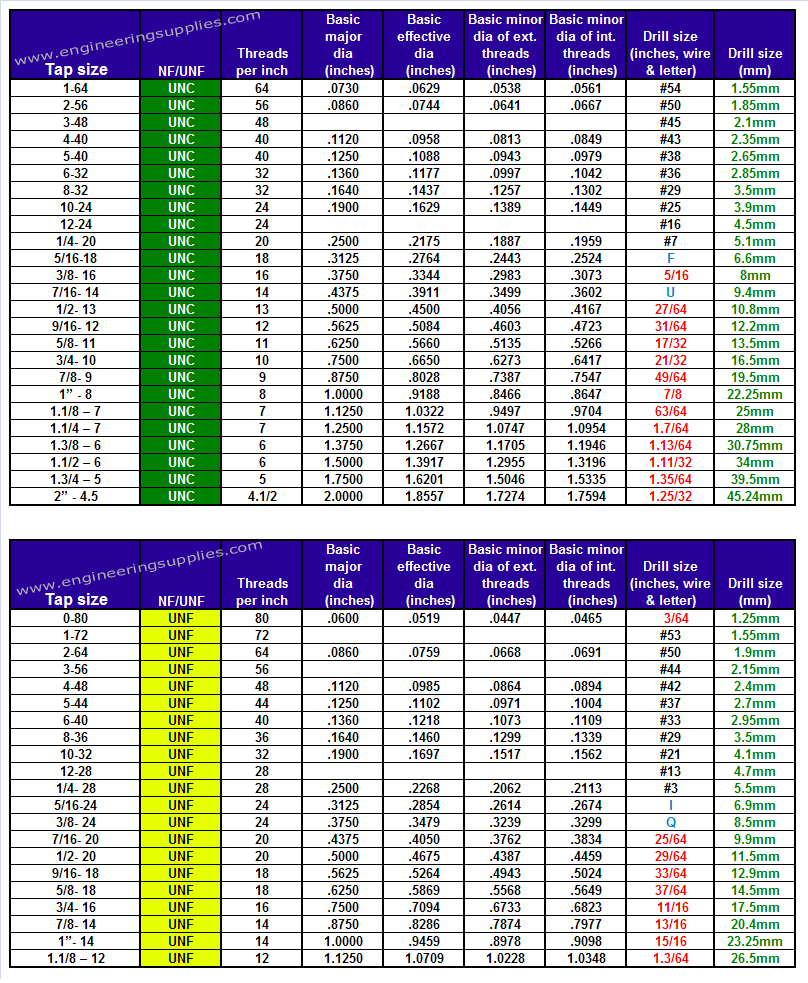
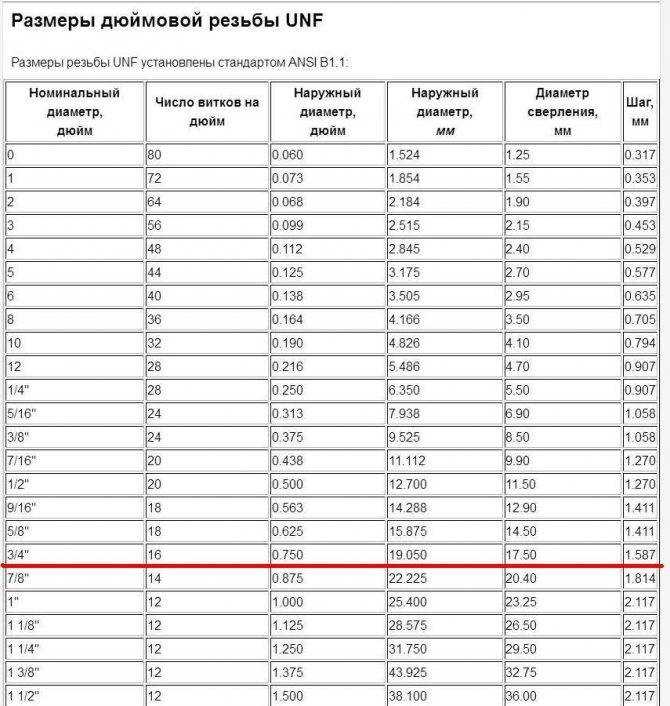
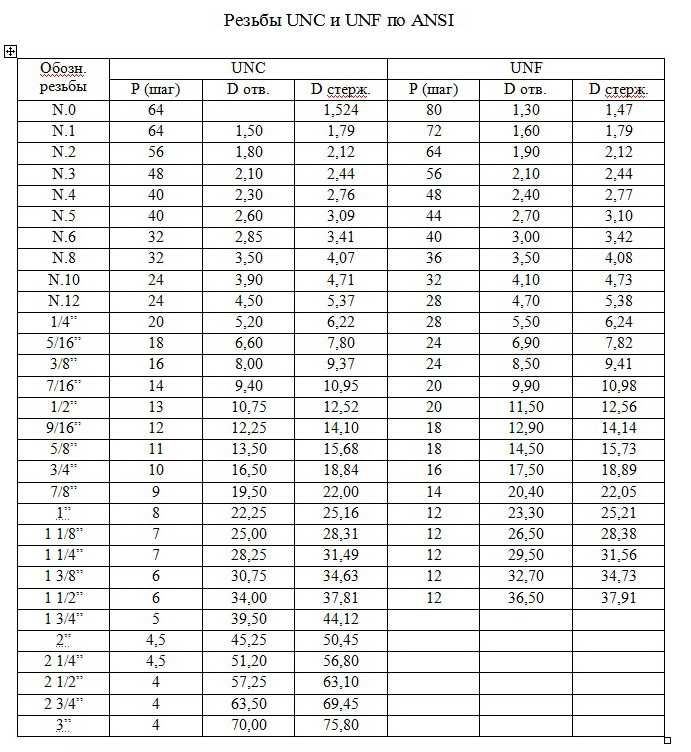
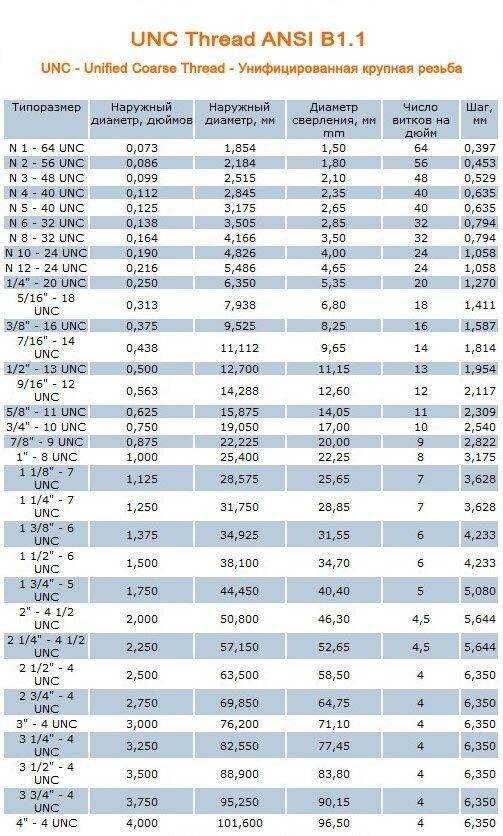
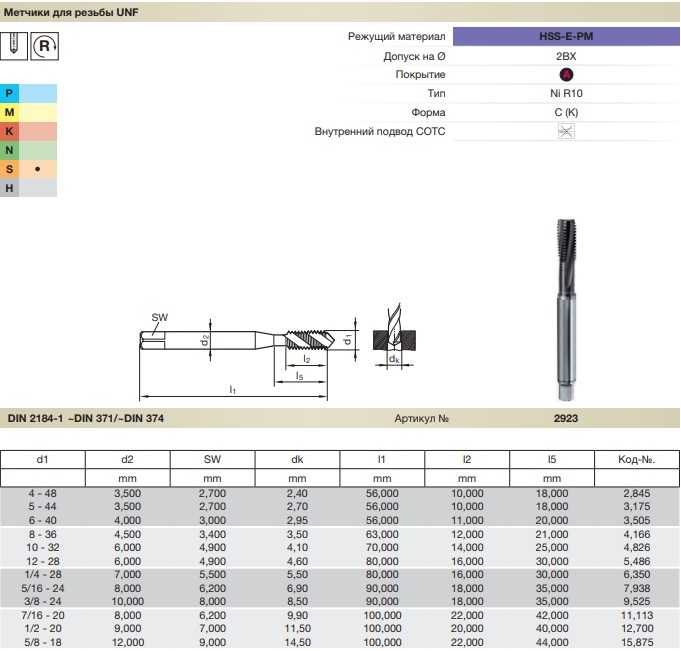
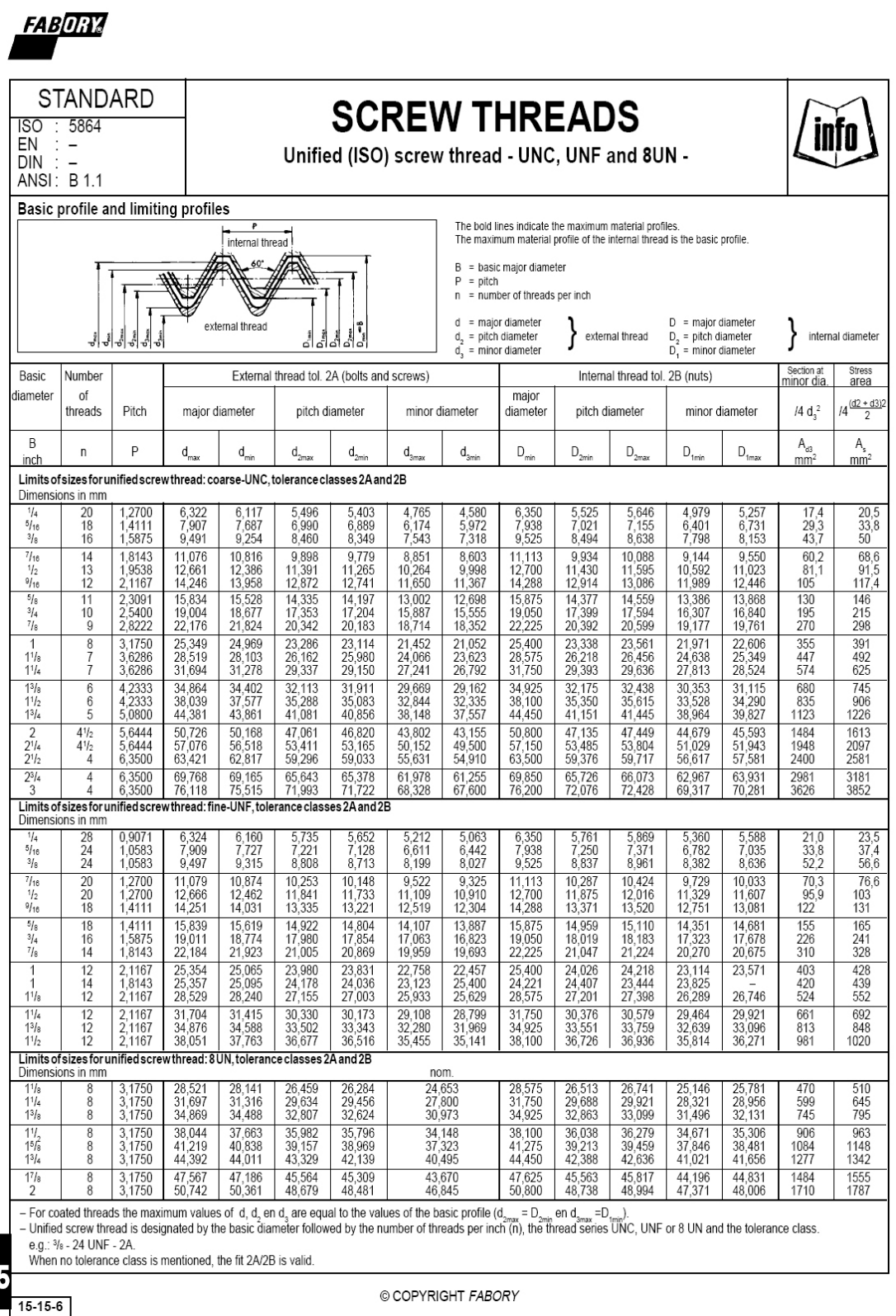
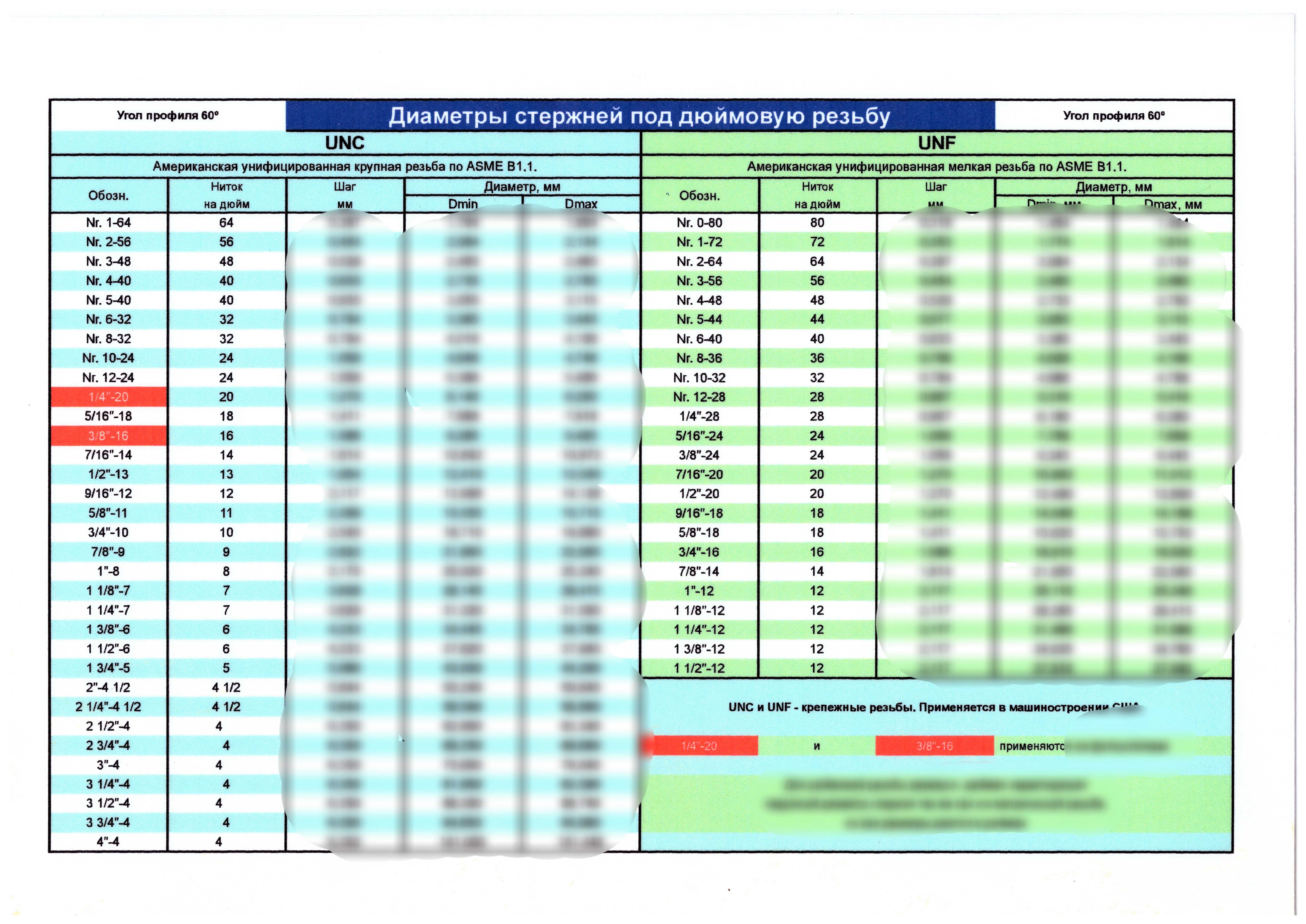
Наименования и обозначения американской крепежной дюймовой резьбы.
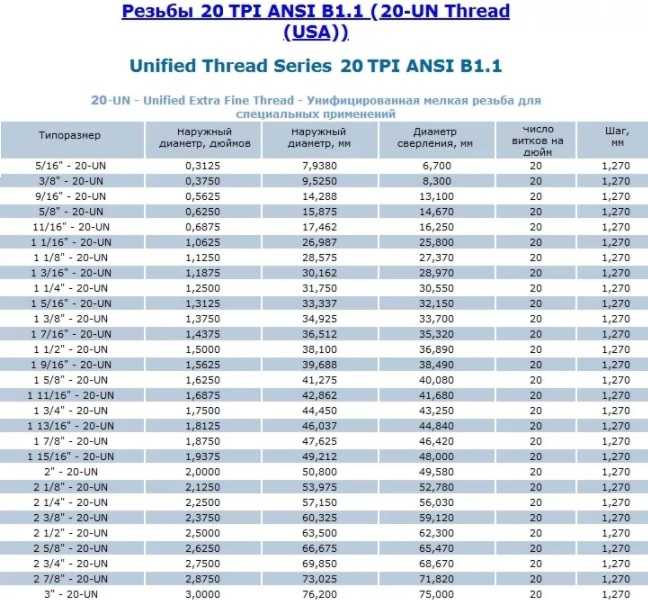
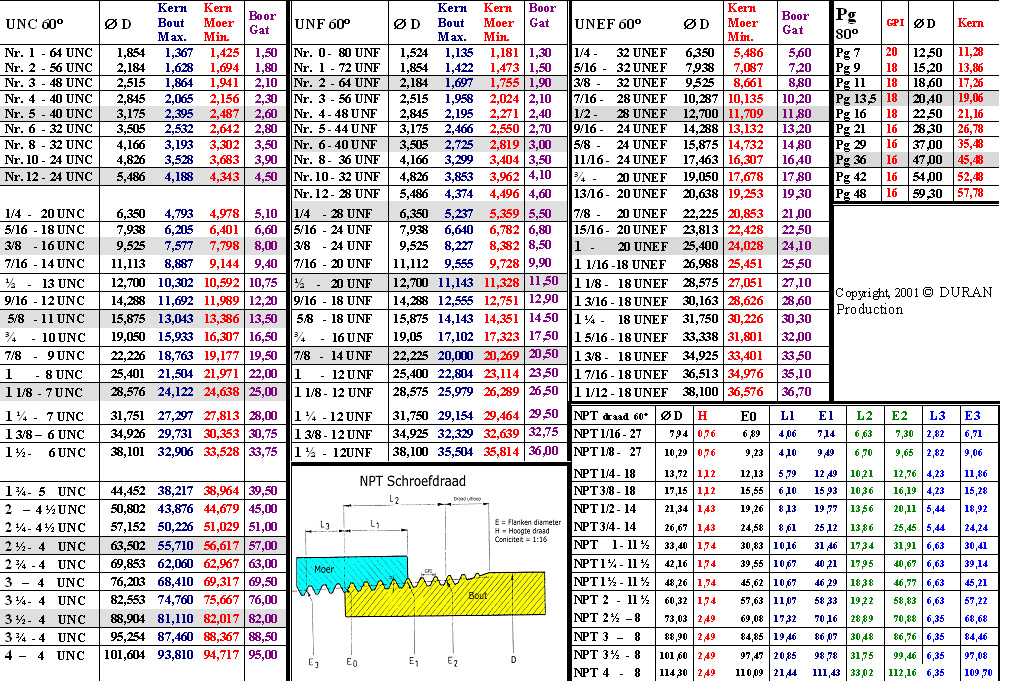
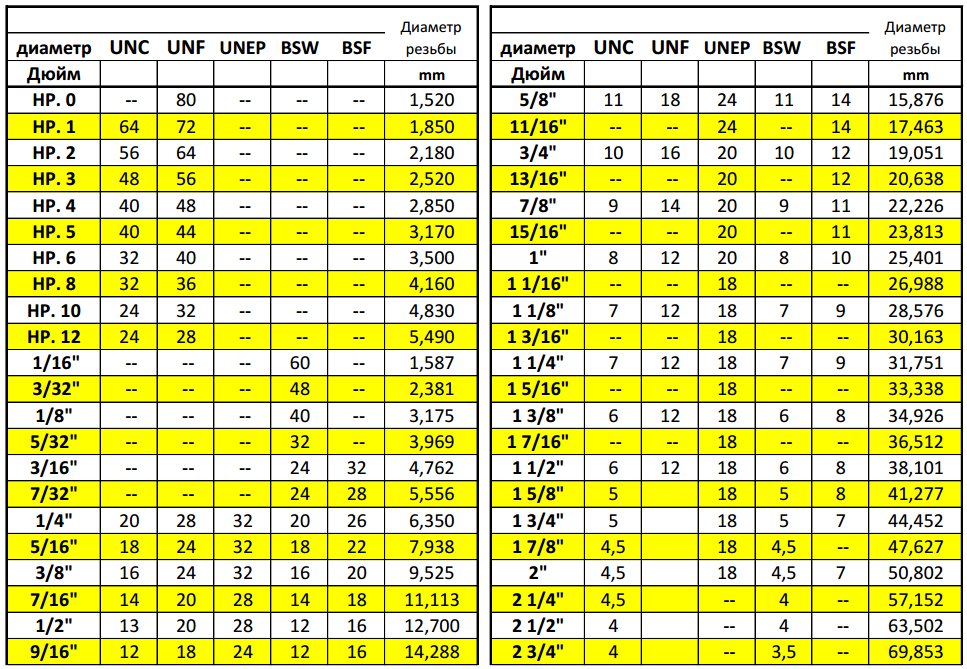
Каждому диаметру присвоен свой номер, а для определенных диаметров есть и свои размеры шага резьбы. Шаг резьбы в американских стандартах – это число полных витков резьбы, которые помещаются на 1 дюйме (TPI). Шаг может быть крупнее (резьба UNC – Coarse) или мельче (резьба UNF – Fine). Чем крупнее шаг, тем меньше витков будет у резьбы на 1 дюйм. Существуют специальные таблицы, которые помогут сориентироваться в непривычной для российских потребителей американской системе.
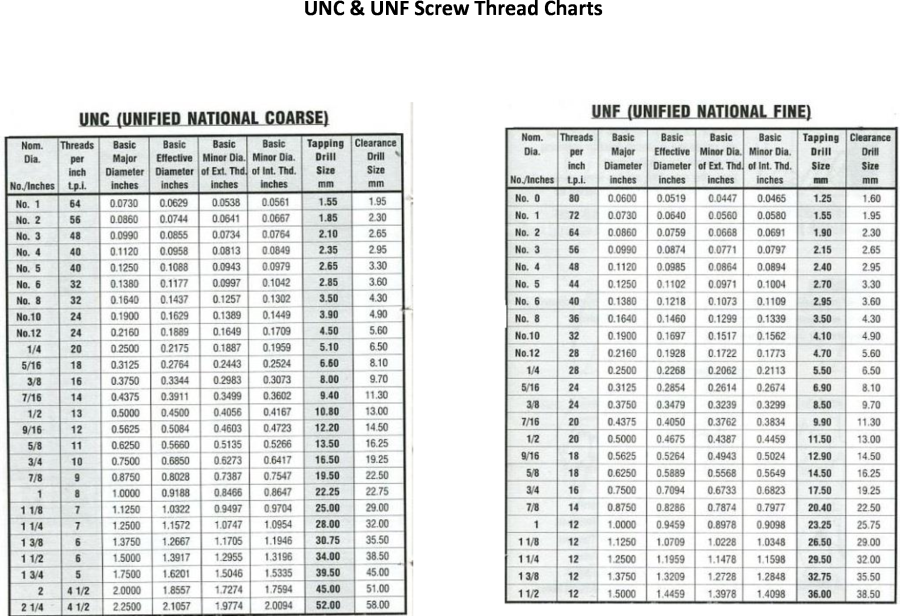
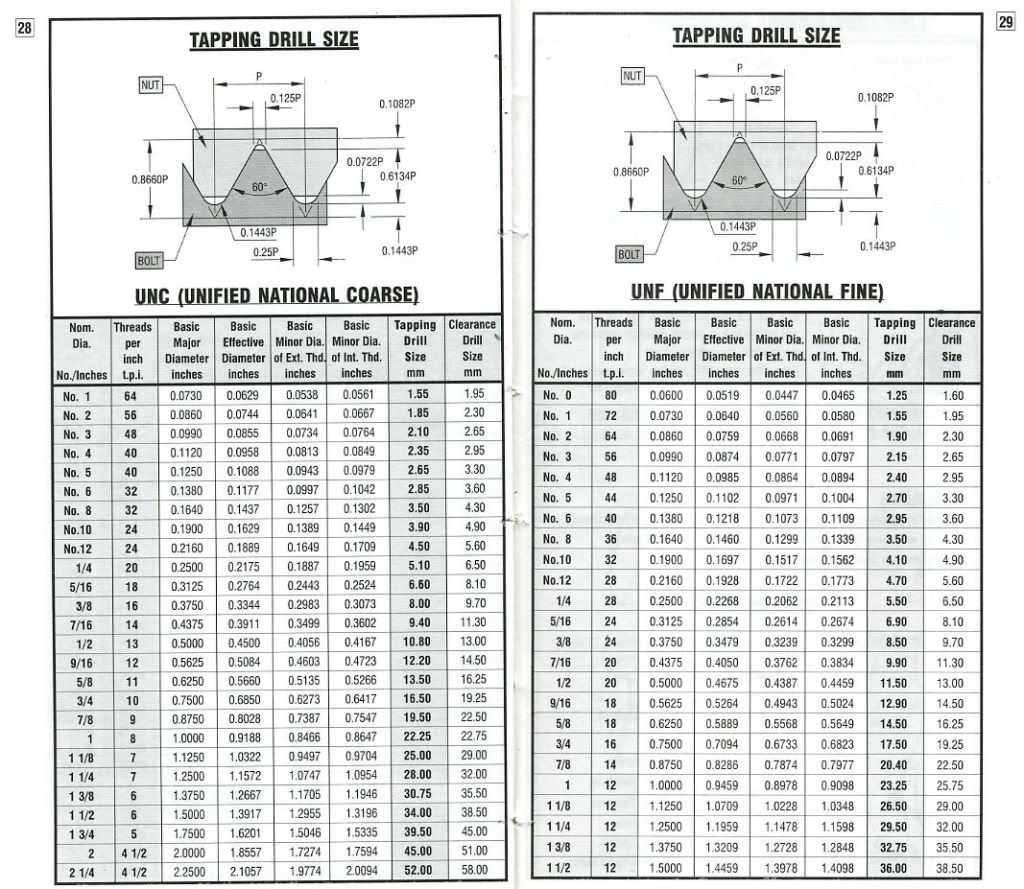
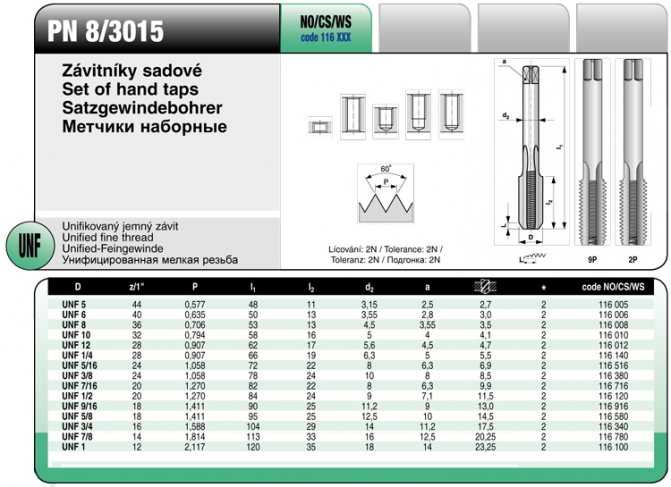
Таблица номеров и параметров резьб UNC и резьбы UNF:
Справочно: Таблица соответствия различных типов резьб общемашиностроительного, нефтяного и газового сортаментов
| Номинальный размер | Наружный диаметр (мм.) | UNC, TPI = ниток на дюйм | UNF, TPI = ниток на дюйм |
| №0 | 1,524 | 64 | 80 |
| №1 | 1,778 | 64 | 72 |
| №2 | 2,184 | 56 | 64 |
| №3 | 2,515 | 48 | 56 |
| №4 | 2,845 | 40 | 48 |
| №5 | 3,175 | 40 | 44 |
| №6 | 3,505 | 32 | 40 |
| №8 | 4,165 | 32 | 36 |
| №10 | 4,826 | 24 | 32 |
| №12 | 5,486 | 24 | 28 |
| 1/4 | 6,35 | 20 | 28 |
| 5/16 | 7,937 | 18 | 24 |
| 3/8 | 9,525 | 16 | 24 |
| 7/16 | 11,113 | 14 | 20 |
| 1/2 | 12,7 | 13 | 20 |
![]()
| A. Наружный диаметр хвостовика / FULL DIAMETER SHANK= наружному диаметру резьбы. Является характеристикой крепежных болтов и винтов с головкой. |
Классы / classes резьбы отличаются друг от друга установленными допусками . Внешние резьбы и болты обозначаются суффиксом «А», внутренние или гаечные резьбы – суффиксом «В». |
| Б.Диаметр уменьшенного хвостовика . UNDERSIZED SHANK: Приблизительно равен среднему / шаговому диаметру резьбы. Понятие используется для накатанных резьб. Является характеристикой крепежных винтов / болтов. | Классы 1 «А»и 1 «В»: Для работ грубого общепромышленного крепежа, без особых требований к точности. |
| В.Шаг резьбы / pitch: Расстояние от точки на витке резьбы до соответственной точки на следующем витке, измеряемое параллельно оси. | Классы 2A и 2B: Распространенный стандарт обычных крепежных болтов, резьб и гаек, производимых в огромном количестве. |
| Г. Средний / шаговый диаметр резьбы / pitch diameter: Эффективный рабочий диаметр винтовой резьбы. Приблизительно равен среднему арифметическому наружного и внутреннего диаметров. | Классы 3Aи 3B: Используются, когда необходима очень высокая точность сопряжения деталей. |
| Д.Наружный диаметр / MAJOR DIAMETER: Наибольший диаметр винтовой резьбы. | Класс 4: В наше время устаревший, скорее теоретический, чем практический класс |
| Е.Внутренний диаметр / MINOR DIAMETER: Наименьший диаметр винтовой резьбы. | Класс 5: Использется для “натяжных” крепежей – в основном для шпилек и ответных резьб к ним. Выдерживает выский момент нагрузки в сборке. |
| Ход резьбы / Lead: Расстояние, на которое резьба продвигается в осевом направлении за один оборот. | |
| Нарезанная резьба / Cut thread: Резьбу нарезают гребенкой или просто резцом; незатронутая часть заготовки будет равна наружному диаметру резьбы | |
| Накатанная резьба / ROLLED THREAD: Резьба изготавливается методом холодной пластической деформации путем сжатия заготовки между зазубренными роликами, совершающими возвратно-поступательные движения. Это нужно, чтобы увеличить наружный диаметр резьбы сверх диаметра ненарезанной части заготовки. |
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.
Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Что такое резьба и ее виды
Резьбой называют винтовую нить на элементах с поверхностью в форме цилиндров или конусов. Главными размерными параметрами резьб являются:
Шаг. Расстояние между соседними идентичными участками профиля. Шаг задается в миллиметрах до тысячных долей и числом витков на дюйм (25,4 мм) в виде натурального числа.
Наружный диаметр. Соответствует окружности, описанной вокруг внешних гребней и канавок между витками изнутри. Равен размеру внешнего цилиндра (конуса) до нанесения резьбы.
Внутренний диаметр. Равен цилиндру, описанному по углублениям во внешней резьбе и выступам во внутренней (размер отверстия в гайке перед резьбовой накаткой).
Ход. Расстояние от любой точки (на боку стенки гребня, вершине, впадине) до ее положения при повороте детали на 360°. В однозаходных ход равен двойному шагу, в многозаходных типах — произведению шага на количество параллельных нитей.
Глубина. Расстояние от самой верхней точки гребня до углубления в основании.
Угол профиля. Принимается равным профильному углу гребня, приводится в градусах.
Угол подъема. Для конических резьб показывают угол их подъема по поверхности основы.
![]()
Резьба метрическая – схема и форма сечения
Виды резьб
В зависимости от технологии нанесения, назначения, параметров исходных деталей, применяется классификация резьбы по:
- размещению на поверхности: внутренняя и наружная резьба;
- направлению винтовой нити: правая и левая;
- количеству заходов: однозаходная и многозаходная (двух-, трех-), определяется по числу входов на торцевой стороне элемента;
- профилю зубцов: треугольная, трапецеидальная, прямоугольная, круглая и прочие;
- форме поверхности основы: цилиндрическая и коническая;
- предназначению: крепежная, ходовая (передает движение), крепежно-уплотнительная и прочие;
- единицам размеров: метрическая, дюймовая, трубная.
![]()
Схемы трубных цилиндрической и конической резьб
Где какая используется
Стоит отметить, что все резьбовые соединения выполняют ряд различных функций и к ним предъявляются разные требования, чем и обусловлены их следующие области применения:
Метрическая. Из-за треугольной с острой кромкой формы гребня не является герметичной. Ее разновидности с крупным шагом используют в машиностроении благодаря высокой износостойкости и низким требованиям к погрешности изготовления. Насечка с мелким шагом применяются для стыковки (скрепления) элементов с тонкими стенками, подверженных воздействию переменных нагрузок. Она прочнее крупношаговой из-за мелких углублений и надежнее в затяжке — в стыке присутствует большее число витков.
Дюймовая резьба. Крепежный тип с треугольным гребнем и обрезанной верхней кромкой нитей, применяется в импортных автомобилях, оборудовании, различных технических устройствах. В быту дюймовая нарезка встречается на болтах из иностранной бытовой, компьютерной техники.
Трубная. Резьба крепежного назначения с профилем в форме треугольника и скругленной вершиной зубцов. Широко используется под резьбовые соединения трубных участков и подсоединения к ним оборудования, запорной, регулирующей и прочей арматуры. Обеспечивает отличную герметичность стыка, благодаря чему данный тип насечки широко используют в трубопроводах для транспортирования жидкостей и газов.
Трапецеидальная. В отличие от выше рассмотренных типов, является ходовой, зубцы имеют форму конуса с углом стенок в 30°. Используется на поверхности винтов, передающих возвратное и поступательное движение узлам и деталям механизмов (ручные гидравлические прессы прокатные станы, артсистемы), в запорной и регулирующей арматуре.
![]()
Основные формы профильной нарезки на металл
Упорная. Еще одна разновидность передающей движение ходовой резьбы, рассчитанной на эксплуатацию с высокими механическими нагрузками. Ее зубцы по ГОСТ 10177-82 имеют сечение в форме неравнобокой трапеции и с углами уклона в 30° и 3°, при этом сторона с малым углом является рабочей. Применяется в вертикальных домкратах, ручных прессах.
В ГОСТ 13535-87 приведены характеристики другой упорной нарезки с углами уклона сторон трапеции в 45° и 3°.
Прямоугольная. Нестандартная резьба (нерегламентированный ГОСТ специальный тип) профильное сечение которой имеет форму прямоугольника. Применяется в механизмах для передачи перемещения, где необходимо исключить возможность самоотвинчивания.
Круглая. Круглая или резьба Эдисона используется в электротехнической промышленности для изготовления цоколей ламп освещения и других приборов. Ее форма и прочие параметры регламентированы ГОСТ 6042-83.
![]()
Типы резьб — сводная таблица нормативных актов и маркировка
https://youtube.com/watch?v=qQQXoUXn7NM
Доступные размеры и стандарты резьбовых соединений из нержавеющей стали
Резьбовые соединения из нержавеющей стали широко применяются в различных отраслях промышленности и строительства. Они характеризуются высокой прочностью и устойчивостью к коррозии, что позволяет использовать их в условиях экстремальных температур и агрессивных сред. Для обеспечения совместимости и стандартизации размеров и типов резьбовых соединений существуют определенные стандарты.
Наиболее распространенными типами резьбовых соединений из нержавеющей стали являются метрическая резьба и трубная резьба. Метрическая резьба используется для соединения различных элементов и деталей в машиностроении, электротехнике и других отраслях. Ее размеры определяются по ГОСТ 24705-81, который устанавливает требования к диаметрам и шагам резьбы.
Трубная резьба применяется для соединения труб и трубопроводов, а также в системах водоснабжения и отопления. Она имеет свои стандарты, например, ГОСТ 6357-81 и ГОСТ 6111-52, которые определяют размеры и параметры резьбы. Также существуют стандарты других стран, таких как ANSI/ASME B1.20.1 для американской трубной резьбы и DIN 2999 для немецкой трубной резьбы.
В таблице приведены основные размеры и стандарты резьбовых соединений из нержавеющей стали:
| Тип резьбы | Стандарт | Диаметр резьбы (мм) | Шаг резьбы (мм) |
|---|---|---|---|
| Метрическая резьба | ГОСТ 24705-81 | 1 — 100 | 0,25 — 1,5 |
| Трубная резьба (метрическая) | ГОСТ 6357-81 | 6 — 90 | 0,75 — 4,5 |
| Трубная резьба (американская) | ANSI/ASME B1.20.1 | 1/8″ — 12″ | 27 — 8 |
| Трубная резьба (немецкая) | DIN 2999 | 1/8″ — 6″ | 1 — 4 |
Выбор размеров и типов резьбовых соединений из нержавеющей стали зависит от конкретных требований проекта и условий эксплуатации. При выполнении работ с резьбовыми соединениями необходимо соблюдать требования стандартов и правильно подбирать инструменты и приспособления для монтажа и демонтажа соединений.

Болты: разновидности и функциональное применение
Болты — это резьбовые соединительные элементы, которые широко используются в различных отраслях и областях промышленности. Они представляют собой стержни с резьбовым профилем, на конце которого находится головка для закрепления. В зависимости от их типов и характеристик, болты могут использоваться для разных целей.
Основные разновидности болтов:
- ГОСТовские болты: это болты, которые соответствуют требованиям и стандартам ГОСТ (Государственный стандарт). Они часто используются в строительстве, машиностроении и других отраслях промышленности.
- Кареточные болты: это болты с полукруглой головкой, которая имеет форму каретки. Они обычно используются для закрепления деталей, которые требуют съемности и регулировки.
- Шурупы: это болты с остро законченным концом и резьбой на всей длине. Они обычно используются для скрепления деревянных элементов.
- Фундаментные болты: это болты, которые используются для закрепления конструкций к фундаменту или другой основе. Они обычно имеют шестиугольную или квадратную головку и закрепляются с помощью шайб, гаек или хомутов.
Функциональное применение болтов:
Болты играют важную роль в строительстве, машиностроении, автомобильной промышленности и других отраслях. Их главной функцией является создание прочных и надежных соединений между различными деталями и элементами. Болты позволяют закреплять элементы конструкций, обеспечивая им стабильность и устойчивость. Они также облегчают монтаж и демонтаж деталей, позволяя производить ремонт и замену без необходимости замены всей конструкции. Болты могут использоваться для скрепления металлических и деревянных элементов, а также различных материалов, таких как пластик и стекло.
Вывод
Болты представляют собой важные соединительные элементы, которые используются во многих отраслях промышленности. Их различные разновидности и характеристики позволяют использовать их для разных целей и требований. Они обеспечивают прочные и стабильные соединения, что является основой надежности и безопасности различных конструкций
Поэтому правильный выбор и использование болтов имеет важное значение для успешной реализации проектов и обеспечения высокого качества и долговечности изделий
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Отличия метрических и дюймовых резьб
Единая система мер привычна для российского производства, но в некоторых странах Европы и США метрические параметры не прижились. Резьбовые соединения, с глубокой древности распространенные по всему миру, самыми цивилизованными государствами классифицируются на основе безнадежно устаревших на наш взгляд измерений. И действительно, метрическую резьбу можно считать инновацией. Ведь она появилась лишь в конце позапрошлого века, когда дюймовая система вовсю эксплуатировалась европейцами и американцами в качестве основной.
На самом деле «прогрессивные» метрические стандарты отличаются от «устаревших» не только цифрами, поэтому кавычки поставлены исключительно в знак уважения к заслугам британцев – основоположников стандартизации. Однако при составлении новых нормативов учитывалось множество параметров, которым не придавалось значения при разработке дюймовой системы. Помимо привязанных к миллиметру размеров основой профиля служит равносторонний треугольник, поэтому углы стандартизированы. Повышение точности – главный плюс новинки.
При нанесении метрической резьбы проще добиться идеального соединения мелкого крепежа и функциональности винтовых механизмов. Но при изготовлении крупногабаритных деталей ювелирная точность неуместна. Именно поэтому в производстве трубного проката повсеместно используются цилиндрические и конические дюймовые резьбы, в том числе и в странах, где откровенно превалирует метрическая система. При измерении параметров в дюймах учитывается толщина стенок, что очень удобно для расчета эксплуатационных характеристик труб.
Коническая дюймовая резьба
Выполняется уменьшение диаметра к краю заготовки. Производители изготавливают детали в соответствии с ГОСТ 6211-81. По своему сечению на чертеже профиль представляет собой равнобедренный треугольник. Согласно ГОСТ 6211-81 угол между боковыми сторонами составляет также 55 градусов. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок.
Возможно изготовление конической дюймовой резьбы по ГОСТ 6111-52. Согласно стандарту угол между сторонами треугольника составляет 60 градусов. Такая конфигурация позволяет выполнить соединение, устойчивое к механической нагрузке. Производители наносят на чертеже обозначение в виде буквы “К”.
Особенности резьбового соединения
Резьбовое соединение является одним из наиболее распространенных способов соединения двух деталей. В отличие от других типов соединений, резьбовое соединение обеспечивает надежную фиксацию деталей и удобство монтажа и демонтажа
Однако у резьбового соединения также есть свои особенности, которые важно учитывать при его использовании
Точность изготовления резьбы: Для надежного соединения необходимо, чтобы резьба была изготовлена с высокой точностью. Небольшие отклонения в размерах могут привести к плохому соединению или невозможности монтажа.
Необходимость подбора метчика и плашки: Для создания резьбы на детали требуется использовать специальные инструменты — метчик и плашку. При выборе этих инструментов необходимо учитывать размер и тип резьбы, а также материал деталей.
Нагрузка на резьбовое соединение: Резьбовые соединения имеют определенную прочность, которая зависит от материала и размеров резьбы. При проектировании и эксплуатации необходимо учитывать ожидаемую нагрузку на соединение, чтобы избежать его поломки.
Ограничения по вибрации: Резьбовые соединения, особенно с малыми размерами резьбы, могут быть чувствительны к вибрации. При эксплуатации в условиях вибрации резьба может ослабевать и требовать периодической проверки и затяжки.
Осложнение ремонта: Разборка резьбового соединения для ремонта или замены деталей может быть затруднительной, особенно если соединение находится в труднодоступном месте или если резьба повреждена
Поэтому важно предусмотреть возможность обслуживания и демонтажа резьбовых соединений.
В целом, резьбовые соединения являются надежными и удобными в использовании, но требуют определенной точности при изготовлении и выборе инструментов. Правильное применение резьбовых соединений позволяет обеспечить надежность и долговечность конструкций.
Мировая история изобретения и развития резьбовых соединений
Изобретателем винта многие считают Архимеда, однако существуют исторические свидетельства того, что универсального гения II века до нашей эры более чем на столетие опередил его соотечественник – не столь знаменитый, но обладавший не менее разносторонними талантами Архит Тарентский. Из-за сложности нанесения при отсутствии специального оборудования резьба не получила в Древней Греции широкого распространения. Но к началу нового тысячелетия римляне начали применять винтовые соединения в ювелирном деле и медицине.
Мрачная эпоха Средневековья отметилась в истории не только кострами инквизиции, но и развитием механики. Именно в это время в Европе появилась технология выполнения наружной резьбы по разметке. Поскольку метчики изобрели лишь в XV веке, изначально в крепежных соединениях вместо гаек использовались втулки. К XVI веку внутренняя резьба уже нарезалась с помощью специальных инструментов, но подгонка соединяемых деталей осуществлялась вручную. Стандарты появились лишь в XIX веке благодаря интенсивному развитию токарного дела.
Первый винторезный станок был изготовлен в 1800 году по проекту британского изобретателя Генри Модсли. Но процесс стандартизации пошел лишь 40 лет спустя. Сегодня всем специалистам известно, что такое резьба Уитворта. Основоположником производственных стандартов стал соотечественник Модсли, который в 1841 году предложил рациональную систему, сразу принятую национальными железнодорожными компаниями. Разработка Джозефа Уитворта стала основой для мировой стандартизации резьбы. С 1898 года существуют и международные нормы.
Важный момент. На сегодня в мире самой распространенной признана система метрических стандартов ISO, но национальные особенности сохраняются. Экспортная продукция обычно имеет международную маркировку, однако на внутреннем рынке разных стран нередко используется более традиционная стандартизация, включая считающуюся в современной промышленности морально устаревшей классическую резьбу Уитворта.
Материалы и методы изготовления
Материалы
Для изготовления модульных резьб используются различные материалы, в зависимости от требований к конечному изделию. Основными материалами, которые часто используются при изготовлении модульных резьб, являются металлы, такие как сталь, алюминий, медь и их сплавы. Эти материалы отличаются высокой прочностью, долговечностью и устойчивостью к воздействию различных факторов окружающей среды.
Методы изготовления
Изготовление модульных резьб предполагает применение различных методов и технологий. Основными методами изготовления являются:
- Токарная обработка: при этом методе на токарном станке изготавливают элементы резьбы, такие как внешние и внутренние цилиндры, шейки, резьбовые проволоки.
- Фрезерная обработка: с помощью фрезерного станка обрабатываются сложные формы резьбы, такие как выточки, желобки и поверхности под зубья.
- Шлифование: этим методом доводятся до идеальных размеров и геометрии элементы резьбы, достигается высокая точность и качество поверхности.
- Травление: данный метод применяется для создания резьбовых рельефов на поверхностях элементов резьбы, таких как выточки и фаски. Травление позволяет получить четкие идеально гладкие резьбы.
Комбинация различных методов изготовления позволяет создавать качественные и прочные модульные резьбы с заданными параметрами и требованиями.
Применение материалов MODENGY и EFELE для решения проблем
- Для решения проблемы большого разброса усилия затяжки применяется покрытие MODENGY 1001
- Образование задиров на резьбах и разрушение деталей при монтаже и демонтаже из-за высоких нагрузок предотвращают MODENGY 1003 и MODENGY 1001
- Коррозия и повреждение резьб соединений, подверженных воздействию коррозионно-активных сред не допускается с помощью EFELE UNI-M Spray
- Фреттинг-коррозию и образование задиров на резьбах деталей из аустенитных нержавеющих сталей предотвращает MODENGY 1001
- Фреттинг-коррозию и образование задиров на резьбах оцинкованных деталей предупреждают MODENGY 1003 и MODENGY 1001
- Повреждение болтов из жаростойких сплавов из-за образования трещин в витках резьбы не допускается с помощью EFELE MP — 413
- С затрудненным демонтажом из-за коррозии и прикипания справляется EFELE MP-491
Функциональное назначение резьбы
ГОСТ 2.331−68 даёт точное определение. Это поверхность, на которой выступы и впадины имеют определённый профиль. Спираль наносится на наружную поверхность вращающихся деталей. Основным назначением резьбовой поверхности считается:

- Крепление деталей и их последующее удержание на определённом расстоянии.
- Ограничение смещения деталей различных конструкций.
- Создание плотного соединения.
Инженеры, разрабатывающие машиностроительное оборудование, хорошо знают, какие резьбы бывают, вид спирали, который нужно использовать для создания мощного соединения. Многочисленные типы спирали дают возможность создавать очень прочные конструкции, состоящие из различных деталей. Сегодня известны следующие типы резьб:
- Цилиндрическая резьба. Нарезается на любой цилиндрической поверхности.
- Коническая. Поверхность заготовки должна иметь коническую форму.
- Правая. Виток направлен в сторону движения часовой стрелки.
- Левая. Направление витка в противоположную сторону относительно часовой стрелки.
https://youtube.com/watch?v=RJTRMwuv5QA
Резьбовое соединение делится на несколько категорий:
- Создание крепежа с помощью соединительных деталей (шпилек, болтов, гаек).
- Образование соединения конструкций, без применения дополнительных крепёжных изделий. Например, соединение труб с помощью муфты.
Класс резьбы определяется по её шагу. Он может быть стандартным или мелким. Самым популярным считается мелкий шаг. Он используется на всех деталях, диаметр которых превышает 20 мм.
Основные принципы стопорения
Основные принципы стопорения могут быть разделены на несколько категорий в зависимости от используемых методов:
- Механическое стопорение. В этом случае используются различные элементы, такие как шайбы, гайки с насечками, замки, фиксаторы и т.д. Они создают дополнительное сопротивление к саморазворачиванию резьбового соединения путем препятствия свободному вращению элементов.
- Люфтозаполнение. Данный метод предполагает использование различных прокладок и уплотнителей для заполнения пространства между соединяемыми поверхностями и устранения люфта.
- Клеевое стопорение. При этом методе используется специальный клей или герметик, который наносится на резьбовое соединение и формирует прочную связь между деталями.
- Применение специализированных устройств. Для некоторых специфических случаев стопорения используются различные устройства, например, стопорные кольца, винты с микронасечками или специальные крепежные системы.
Выбор метода стопорения зависит от требуемой надежности соединения, типа соединяемых деталей, условий эксплуатации и других факторов
Важно учитывать не только принципы стопорения, но и особенности каждого конкретного случая, чтобы обеспечить устойчивое и безопасное соединение
Качественные резцы для резьбы
Для выполнения резьбовых соединений необходимо использовать качественные резцы, которые обеспечивают точность и надежность работы. Резцы для резьбы — это особые инструменты, предназначенные для образования резьбы на поверхности деталей. Они используются в различных отраслях промышленности, а также при выполнении ремонтных работ.
Ключевым фaktором в выборе резцов для резьбы является материал, из которого изготовлен инструмент. Наиболее популярными металлами, используемыми в производстве резцов, являются высококачественные стали, такие как быстрорежущая сталь (БРС) или твердосплавный сплав. Эти материалы обладают высокой твердостью и стойкостью к износу, что обеспечивает долгий срок службы инструмента.
Основными характеристиками качественных резцов для резьбы являются:
- Геометрия режущей кромки. Максимальное качество резьбы достигается при использовании резцов с правильной геометрией режущей кромки, которая обеспечивает оптимальное распределение нагрузки и минимальное сопротивление при процессе резьбы.
- Твердость. Резцы для резьбы должны обладать высокой твердостью, чтобы выдерживать высокие нагрузки и предотвращать возможность износа или повреждения инструмента.
- Стойкость к износу. Подвергаясь трению и нагрузкам во время резьбы, резцы должны быть способными сохранять свои режущие свойства в течение длительного времени без потери качества резьбы.
- Точность и повторяемость. Идеальные резцы для резьбы должны обеспечивать высокую точность размеров и формы резьбы, а также повторяемость процесса резьбы в разных эксплуатационных условиях.
Кроме того, при выборе резцов для резьбы необходимо обратить внимание на их размеры и тип соединения, чтобы они соответствовали требованиям конкретной задачи или конструкции. В итоге, использование качественных резцов для резьбы является одним из ключевых факторов, влияющих на надежность и долговечность резьбовых соединений
Правильно подобранные резцы обеспечивают высокую точность и качество резьбы, что является важным критерием для различных отраслей промышленности и строительства
В итоге, использование качественных резцов для резьбы является одним из ключевых факторов, влияющих на надежность и долговечность резьбовых соединений. Правильно подобранные резцы обеспечивают высокую точность и качество резьбы, что является важным критерием для различных отраслей промышленности и строительства.