
- Разница между блюмингом и слябингом
- Слябинг
- Технология блюминга
- Преимущества
- Белый цвет + белый цвет
- Начинаем с простого
- Что такое слябы и как они используются в строительстве?
- Сравнение материалов и цены на сляб и блюм
- Сравнение материалов сляба и блюма
- Сравнение цены на сляб и блюм
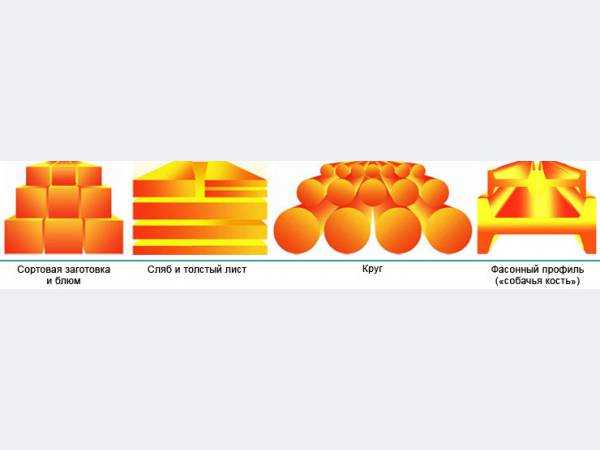
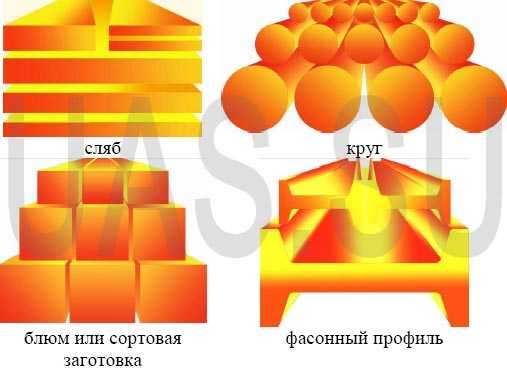
- Размер сортового проката
- Сходства между слябом и блюмом
- Использование в металлургии
- Назначение
- Этапы проката металла
- Нагрев
- Доставка, взвешивание, перемещение
- Обжатие
- Финальная обработка готового блюма
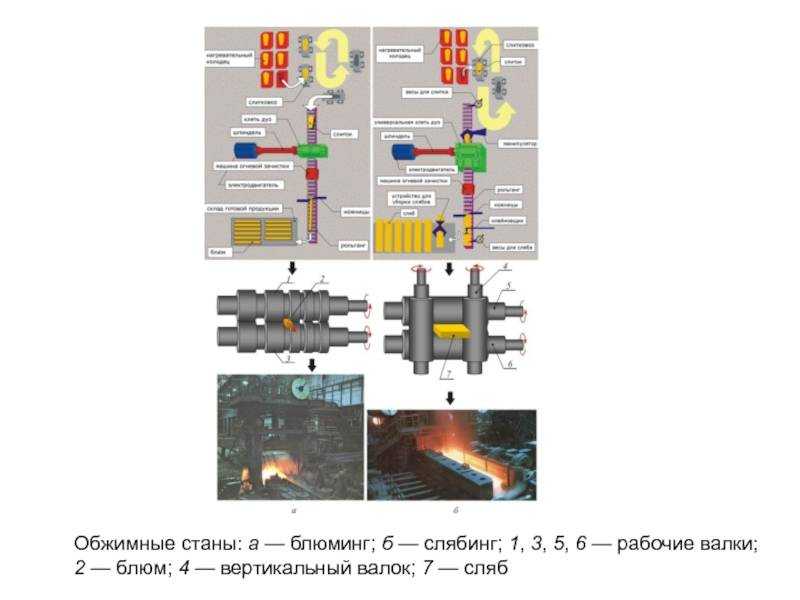
Разница между блюмингом и слябингом
На технологию блюминга очень похож слябинг. В чем же между ними разница? Главное отличие заключается в том, что на слябинг-машине установлена не 1, а 2 пары валков. Они расположены друг относительно друга в перпендикулярном направлении. Во время проката слиток-заготовка обжимается сразу в двух направлениях. Может показаться, что слябинги пользуются более большой популярностью в металлургии, однако это абсолютно не так. Дело все в том, что продуктивность слябинг-стана в 2-2,5 ниже, чем продуктивность блюминга. Поэтому сегодня эти два метода используются наравне друг с другом для решения разных технологических задач.
Также стоит обратить внимание, что во всем мире блюминг-технология достаточно давно вышла из употребления. Почему это произошло? Вызвано это тем, что блюминг все же далеко не идеален. Его главный минус — при прокате образуется большое количество окалины и обрезков
Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок
Его главный минус — при прокате образуется большое количество окалины и обрезков. Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок.
![]()
Слябинг
Слябинг – реверсивный стан горячего проката, имеющий в отличие от блюминга кроме основных рабочих и наиболее нагруженных горизонтальных валков еще и вертикальные валки, которые обжимают металл не только в вертикальном, но и в горизонтальном направлении.
Слябинги, кроме горизонтальных валков, имеют вертикальные валки для обжа-гия боковых кромок сляба.
Слябинг является универсальным реверсивным обжимным станом. При каждом проходе через клеть слиток деформируется одновременно горизонтальными и вертикальными валками. За обжим-ньш станом установлены ножницы, на которых обрезают толовную и заднюю части раската и разрезают раскат а слябы необходимой длины.
Слябинг требует применения сложного электрохозяйства и большого количества электрооборуд-ова н и я. В непосредственной близости к отдельным рабочим участкам слябинга размещаются посты управления для оперативного персонала участвующего в управлении процессом прокатного производства.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 m применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 т применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинг – обжимной прокатный стан для переработки крупных стальных слитков в слябы, отличающийся от блюминга наличием, кроме горизонтальных, еще и вертикальных валков для обжатия боковых кромок слитка. Сляб – полупродукт металлургического производства, предназначенный для производства листового проката и представляющий собой плоскую стальную заготовку прямоугольного сечения, Получаемую на установках непрерывной разливки стали или обжатием слитка на слябинге.
Слябинг № 2 характерен тем, что на нем в значительной мере упрощена кинематика наиболее ответственных механизмов за счет использования результатов достижений наших электромашиностроительных заводов.
Слябинг и цех горячей прокатки жестко связаны технологическим процессом ( и в связи с этим генеральным планом) и требуют сооружения отдельной ГПП.
Слябинги отличаются от блюмингов еще и тем, что в них имеются обычно с одной стороны рабочей клети ( реже – с обеих) вертикальные гладкие валки – так называемые эджеры.
Слябинги и блюминги выполняются обычно в виде одно-клетьевых дуо-реверсивных станов. Мощность электродвигателя в современных мощных обжимных станах достигает 7000 л. с. Для прокатки листов толщиной до 60 мм очень часто применяют одноклетьевые станы трио с качающимися или подъемными столами.
Слябингом называют реверсивный стан для прокатки слитков в слябы. Для обжатия боковых кромок слябинги, кроме горизонтальных, имеют еще и вертикальные валки. На слябингах прокатывают плоские слитки массой до 15 – 25 м и более в слябьг толщиной от 50 до 300 мм и шириной от 500 до 180.0 мм и более.
Слябингом называют обжимной стан, предназначенный для прокатки плоских слитков массой до 30 т в слябы толщиной до 250 мм и шириной до 1900 мм. Валки слябинга имеют гладкую бочку. Для обжатия слябов по кромкам с передней или задней стороны рабочей клети на расстоянии около 2 5 м от нее устанавливают клеть с вертикальными валками. Диаметр вертикальных валков 900 – 1000 мм, длина бочки около 2400 мм. Валки приводятся во вращение от реверсивного электродвигателя мощностью 2950 кет или от двух электродвигателей мощностью по 1450 кет каждый, с числом оборотов 0 – 60 – 150 в минуту.
Производительность слябинга – до 350 – 400 т за фактический час работы, или 2 0 – 2 3 млн. т в год слитков.
Производительность слябинга при благоприятном соотношении количества слябов различных размеров может доходить до 350 т, а при прокатке крупных слябов – до 500 т в час.
Технология блюминга
Блюминг имеет вид двух станин, которые объединены в клетьевую установку (высота от 6 до 10 метров). Станины представляют представляют собой вращающиеся отливки, на которые крепятся крупные металлические валки из стали с никелевыми и хромовыми добавками. Технология работы подобной установки очень проста: валки под действием электрического тока осуществляют медленное вращение вокруг своей оси, а при попадании между ними стального слитка происходит его обжатие — в результате образуется блюм.
Обратите внимание, что верхний валок обычно имеет встроенный электропривод для подъема и опускания установки — за счет этого происходит регуляция толщины слитка-блюма. Помимо этого блюминг-установки оснащены вспомогательными элементами — запасными электрическими двигателями, системами охлаждения, установками подачи смазочных материалов на поверхность валков и так далее. Также обратите внимание, что это общая схема
Также обратите внимание, что это общая схема
На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее
Также обратите внимание, что это общая схема. На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее. Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода
Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода. Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год.




![]()
Преимущества
У технологии блюминга есть масса преимуществ, которые отсутствуют у конкурирующих технологий проката:
- Можно регулировать степень подъема верхней валки — благодаря этому можно регулировать степень обжатия полуфабриката-блюма, а также регулировать его общую толщину.
- Есть возможность управления скоростью обкатки — это заметно упрощает процесс обкатки, что позволяет получить заготовку высокого качества.
- С помощью одних и тех же валков можно получить разные по массе и диаметру сечению блюмы. Это заметно увеличивает производительность блюминг-стана. В случае изменения заказа оператору не придется менять установку целиком, достаточно будет лишь немного изменить параметры.
Блюминг-цех обычно состоит из трех основных частей. В первом блоке монтируются электрические двигатели для вращения станин на блюминг-установках. Обычно монтируется сразу несколько моторов — как на случай аварии, так и для ситуаций, когда требуется дополнительная мощность для агрегатов. Во втором блоке непосредственно монтируется блюминг-установка + различные вспомогательные механизмы подачи металлических заготовок. Третий блок является вспомогательным — здесь собираются и хранятся все отходы производства (окалины, обрезки и так далее).
![]()
Белый цвет + белый цвет
Начинаем с простого
В любом магазине вы всегда сможете приобрести уже готовые наборы для творчества. Но гораздо интереснее сделать все от начала до конца самому, а также придумать рисунок. От вас необходимы только усилия и терпение.
Материалы понадобятся следующие:
лист фольги или же банка алюминиевая; подложка под лист фольги
Важно: чем толще лист фольги, тем мягче должна быть подложка. В качестве подложки подойдет фетр, резина; для нанесения рисунка потребуется инструмент
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка.
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка.
Начнем изготовлять чеканку. Берем банку. Оба донышка отрезаем. Теперь разрезаем баночку с одного края и расправляем так, чтобы получился лист. Теперь линейкой расправляем краешки и обрезаем их. Не исключен вариант использования листа фольги.
Теперь кладем материал лицевой стороной вниз на подложку. Рисунок потом получится в зеркальном отображении. Теперь кладем трафарет на лист и с помощью инструмента продавливаем картинку. Можно продавливать либо сплошной линией, либо прерывистой. Теперь подобным образом вы можете сделать и рамку.
Это интересно: Блюминг — технология, применение, отличие от слябинга
Что такое слябы и как они используются в строительстве?
Слябы — это плоские железобетонные конструкции, представляющие собой пластины различной формы и размеров. Они обладают высокой прочностью и применяются в строительстве для создания фундаментов, перекрытий, дорожных покрытий и других элементов.
Слябы могут быть представлены в виде прямоугольных, квадратных, круглых или других форм, в зависимости от конкретного назначения и требований к конструкции. Они изготавливаются на специальных производствах с использованием железобетонных смесей и специальных форм.
Преимущества слябов в строительстве:
- Высокая прочность и надежность.
- Удобство и быстрота монтажа.
- Возможность создания различных форм и размеров.
- Устойчивость к воздействию влаги и негативных окружающих условий.
- Долговечность и низкая стоимость эксплуатации.
В строительстве слябы используются для создания фундаментов зданий и сооружений. Они служат опорой для вертикальных нагрузок и распределяют их по определенной площади. Кроме того, слябы применяются для создания перекрытий между этажами зданий, обеспечивая прочность и устойчивость конструкции.
Слябы также используются при строительстве дорожных покрытий. Они образуют плоскую поверхность, на которую наносится асфальт или другое покрытие. Это позволяет создать прочную и гладкую дорожную поверхность, способную выдерживать нагрузку транспорта.
Таким образом, слябы являются важным элементом в строительстве, обеспечивая надежность и прочность конструкций. Их удобство и экономическая эффективность делают их популярным решением при возведении различных объектов.
Сравнение материалов и цены на сляб и блюм
Одним из основных сходств между слябом и блюмом является их функциональное использование. Оба аксессуара предназначены для облегчения хранения и организации предметов на кухне. Они позволяют создать более аккуратный и эстетичный вид рабочей зоны.
Однако, основное различие между слябом и блюмом заключается в материалах, из которых они изготовлены. Сляб обычно изготавливают из различных металлов, таких как нержавеющая сталь, алюминий или латунь. Блюм же обычно выпускается из пластика или дерева.
Еще одним отличием между слябом и блюмом является цвет. Слябы обычно имеют серебристый или металлический оттенок, в то время как блюмы доступны в более широкой палитре, включающей различные цвета дерева или пластика.
Цена также является важной характеристикой при сравнении сляба и блюма. В целом, слябы обычно стоят дороже, чем блюмы
Это связано с использованием более дорогих материалов в производстве слябов. Однако, цена может варьироваться в зависимости от производителя и качества выбранного аксессуара.









| Характеристика | Сляб | Блюм |
|---|---|---|
| Материал | Металл (нержавеющая сталь, алюминий, латунь) | Пластик или дерево |
| Цвет | Серебристый или металлический | Различные цвета дерева или пластика |
| Цена | Дороже | Дешевле |
Сравнение материалов сляба и блюма
Сляб — это толстая, обычно плоская металлическая пластина. Происходит от немецкого словарного термина «Schieb» и означает «пластина». Главные сходства между слябом и блюмом — это их металлическая природа и возможность использования для изготовления различных кухонных аксессуаров.
Однако, сляб и блюм отличаются по некоторым параметрам. Во-первых, цвет у сляба и блюма может быть различным. Слябы обычно имеют серебристый цвет, так как часто изготавливаются из нержавеющей стали. Блюмы, в свою очередь, могут иметь различные цвета в зависимости от используемого материала, например серый, черный, белый или даже цветные варианты.
Во-вторых, формы слябов и блюмов также могут отличаться. Слябы обычно имеют прямоугольную или квадратную форму, что делает их удобными для производства различных кухонных аксессуаров с плоской поверхностью, таких как сковородки или крышки. Блюмы, с другой стороны, могут иметь более сложные формы, например, закругленные края или специальные вырезы, чтобы подходить для кухонных принадлежностей, таких как формы для выпечки или вазы для цветов.
Таким образом, слябы и блюмы являются уникальными материалами для изготовления кухонных аксессуаров. Они имеют некоторые сходства, такие как металлическая природа, но имеют и отличия, такие как различный цвет и форма. В зависимости от предпочтений и требований кухонных принадлежностей, можно выбрать наиболее подходящий материал для создания идеального аксессуара.
| Сравнение материалов сляба и блюма | Сляб | Блюм |
|---|---|---|
| Происхождение | Немецкое слово «Schieb» | – |
| Цвет | Серебристый (обычно) | Различные цвета |
| Форма | Прямоугольная или квадратная | Различные формы |
Сравнение цены на сляб и блюм
Сляб, также известный как нож для разделки мяса, изготавливается из высококачественного металла и используется для нарезки крупных кусков мяса. Он имеет большую длину и острое лезвие, что обеспечивает точное разделение мяса на слои или куски.
Блюм, с другой стороны, является набором металлических инструментов, предназначенных для работы с мясом или другими продуктами. Он включает в себя ножи различных размеров, заточки и форм, а также другие аксессуары, такие как вилки и ножеточка. Блюм используется для разделки, нарезки и приготовления пищи.
Оба аксессуара имеют сходства в использовании и обработке мяса, но сляб более специализирован и предназначен исключительно для нарезки крупных кусков. С другой стороны, блюм более универсален и может использоваться для различных задач в кулинарии.
Основное различие между слябом и блюмом состоит в цене. Сляб, будучи специализированным инструментом, обычно имеет более высокую цену, чем блюм, который представляет собой набор различных инструментов. Это связано с более высокими затратами на производство и более высокой качеством металла, используемого при изготовлении сляба.
Таким образом, при выборе между слябом и блюмом необходимо учитывать предпочтения и потребности в использовании. Сляб может быть идеальным выбором для профессиональных поваров или тех, кто регулярно работает с крупными кусками мяса. Блюм, с другой стороны, может быть предпочтительным для тех, кто предпочитает универсальный набор инструментов для различных задач приготовления пищи.
Размер сортового проката
Размер профиля сортового проката может быть:
- крупным — диаметр круглой стали до 250 мм, сторона сечения стали квадратной формы до 200 мм, арматурные профили № 70–80, сталь шестигранного сечения до № 100, сталь угловая с шириной полок до 250 мм и пр.;
- средним — диаметр круглой стали до 75 мм, сторона сечения стали квадратной формы до 65 мм, арматурные профили № 32–60, сталь шестигранного сечения до № 70, сталь угловая с шириной полок до 120 мм, швеллеры высотой до 300 мм и пр.;
- мелким — диаметр круглой стали до 30 мм, сторона сечения стали квадратной формы до 10 мм, арматурные профили № 6–28, сталь шестигранного сечения до № 30, сталь угловая с шириной полок до 50 мм и пр.
Сходства между слябом и блюмом
Сляб и блюм — это два разных металлических изделия, которые имеют сходства и различия. В чем заключаются их сходства?
- Материал: и сляб, и блюм изготавливаются из металла, такого как сталь или чугун. Они оба обладают прочностью и долговечностью.
- Изготовление: как сляб, так и блюм создаются путем формирования и обработки металла. Оба изделия проходят через стадии нагрева, формования и охлаждения.
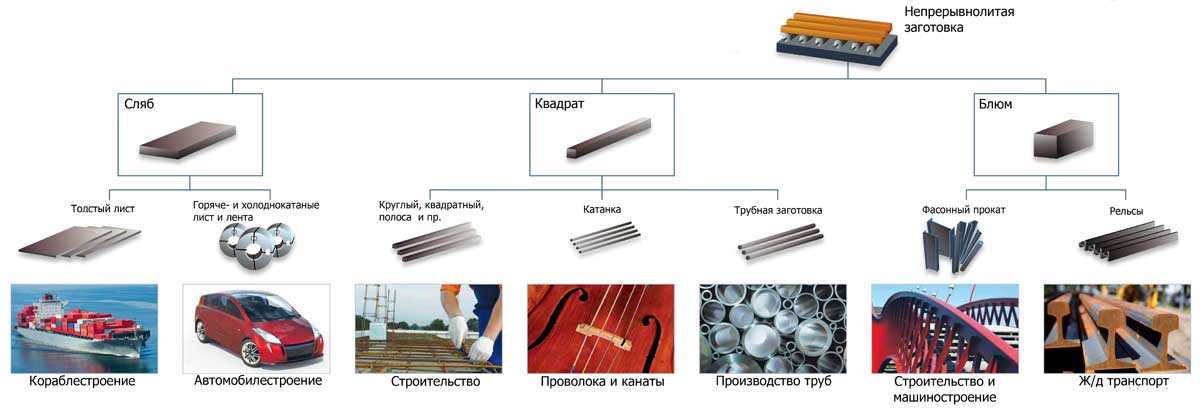
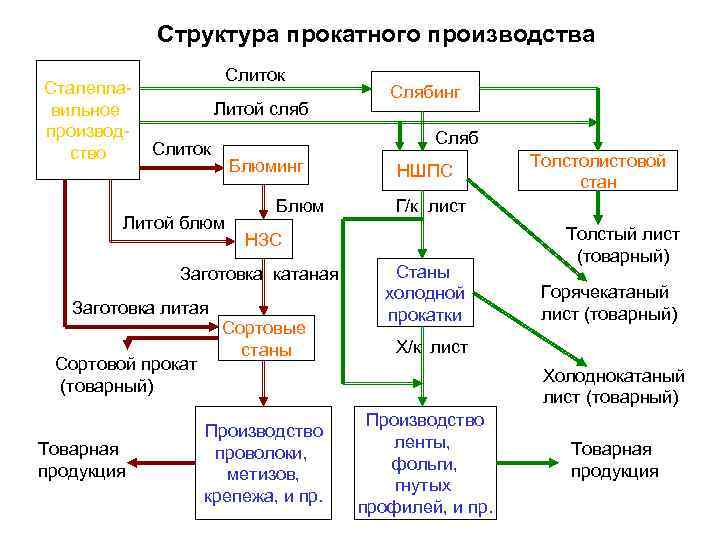
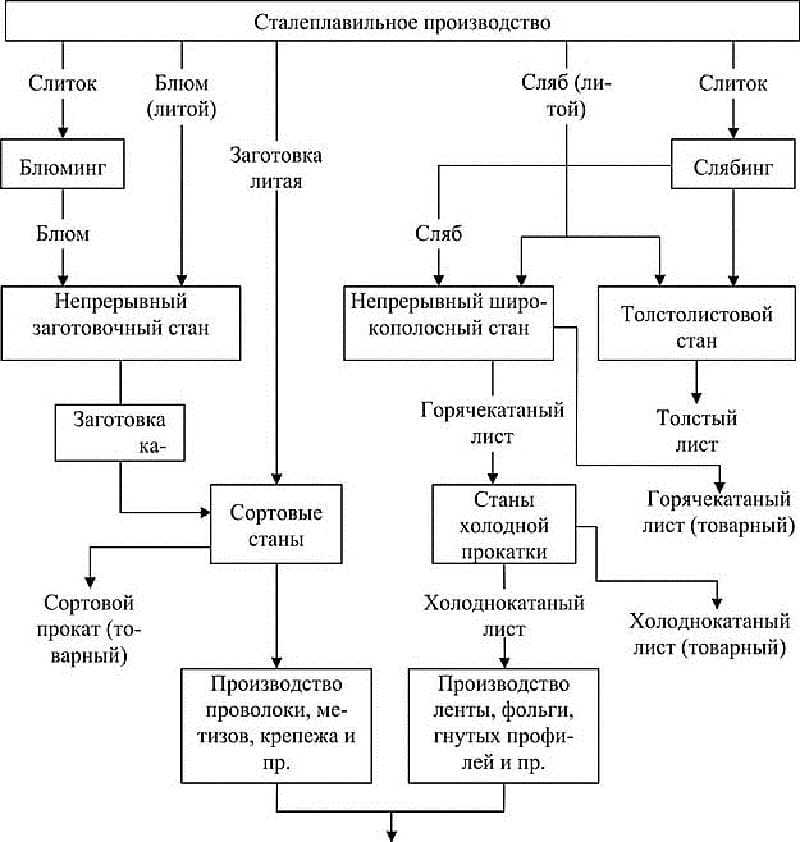
- Применение: и сляб, и блюм часто используются в промышленности, особенно в металлургической отрасли. Слябы используются для дальнейшей обработки и получения проката, а блюмы служат основой для дальнейшего формирования и создания изделий.
Несмотря на сходства, сляб и блюм имеют свои различия:
- Форма: слябы обычно имеют крупные размеры и являются массивными блоками, тогда как блюмы имеют более компактную форму и чаще всего имеют цилиндрическую или плоскую форму.
- Обработка: слябы требуют дополнительной обработки для превращения их в конечный продукт, в то время как блюмы могут использоваться непосредственно или после небольшой обработки.
- Применение: слябы широко используются в металлургической промышленности, тогда как блюмы часто используются в машиностроении и строительстве для создания деталей и конструкций.
Таким образом, сляб и блюм имеют некоторые сходства, но их различия связаны с формой, обработкой и областью применения.
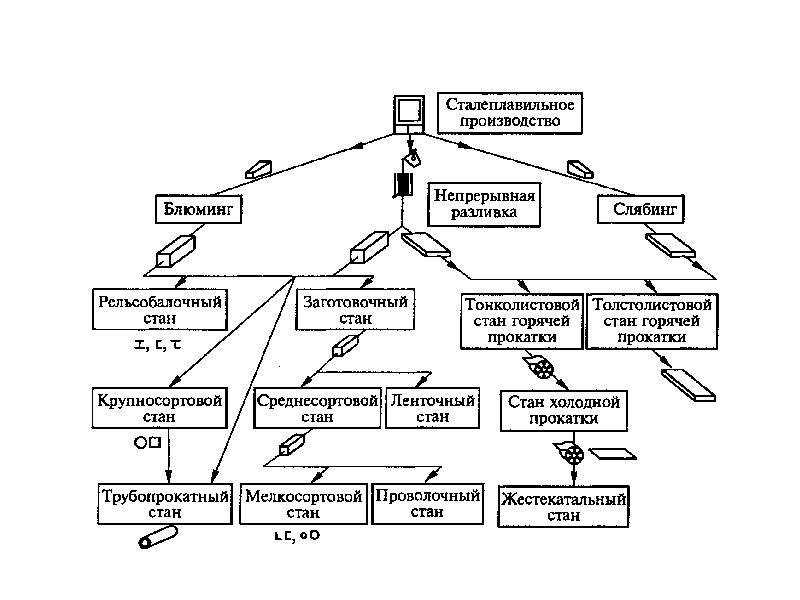
Использование в металлургии
Слябы и блюмы являются важными компонентами в металлургии, применяемыми для производства различных металлических изделий. Они имеют как сходство, так и различие в использовании в данной отрасли.
Слябы используются как первичный материал для дальнейшей обработки. Они представляют собой большие и тяжелые параллелепипеды, полученные путем отливки расплавленного металла в специальные формы. Слябы являются основным источником металла, которые далее подвергаются прокатке или другим данным процессам для получения конкретных форм и размеров металлических изделий.
Блюмы, в свою очередь, используются в качестве промежуточного продукта перед прокаткой. Они представляют собой полуфабрикаты, полученные из слябов, и имеют форму больших кусков металла, обычно квадратной или прямоугольной. Блюмы подвергаются дальнейшей обработке, включая нагрев, прессование и прокатку, чтобы получить более конечную форму, например, стальных брусков или проволоки.
Сходством между слябами и блюмами является то, что они оба представляют собой формы металла, которые используются в металлургической промышленности. Они также оба служат основными исходными материалами для производства конечных металлических изделий.
Тем не менее, есть и различия в использовании слябов и блюмов. Слябы используются, чтобы получить металлические изделия определенной формы и размера, тогда как блюмы являются промежуточным этапом перед получением конечных изделий. Также, слябы обычно являются более крупными и тяжелыми, в то время как блюмы могут иметь более разнообразные размеры и формы.
Назначение
Одним из главных различий между слябом и блюмом является их назначение. Сляб, будучи металлическим заготовкой, используется в металлургической промышленности для последующей обработки и получения различных изделий. Слябы, в зависимости от их размеров и форм, могут быть использованы для производства стальных конструкций, автомобилей, судостроения и других отраслей промышленности.
В свою очередь, блюм – двоичный файл, используемый в информатике для хранения кода программы. Этот тип файла содержит исполняемый код и служит основой для запуска программы на компьютере. Блюмы активно применяются в программировании и разработке программного обеспечения.
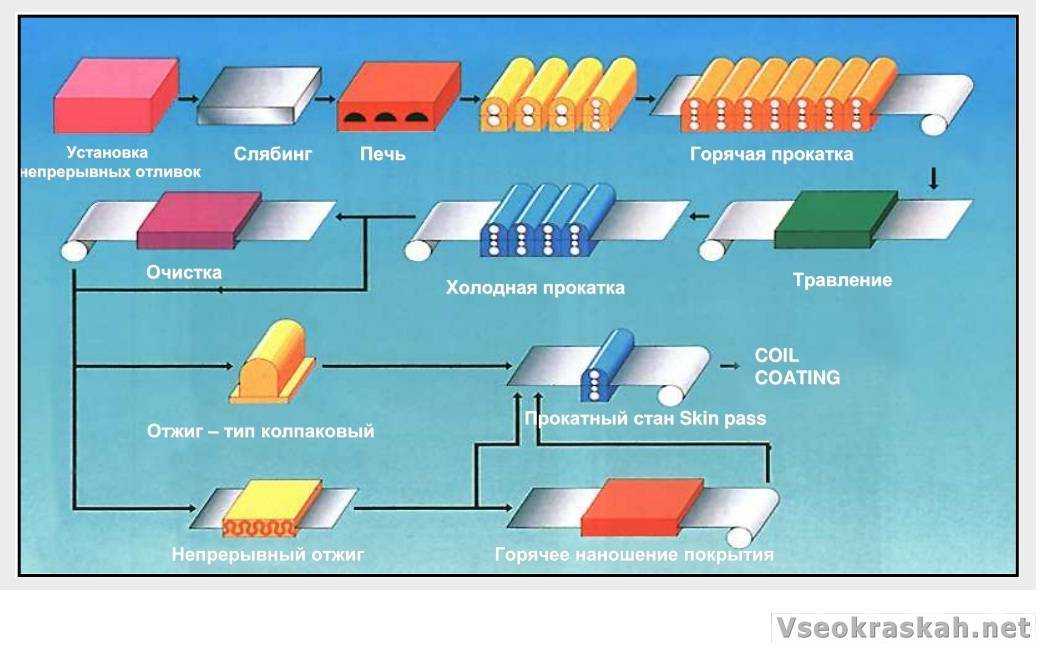
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин
Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства
![]()
Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.

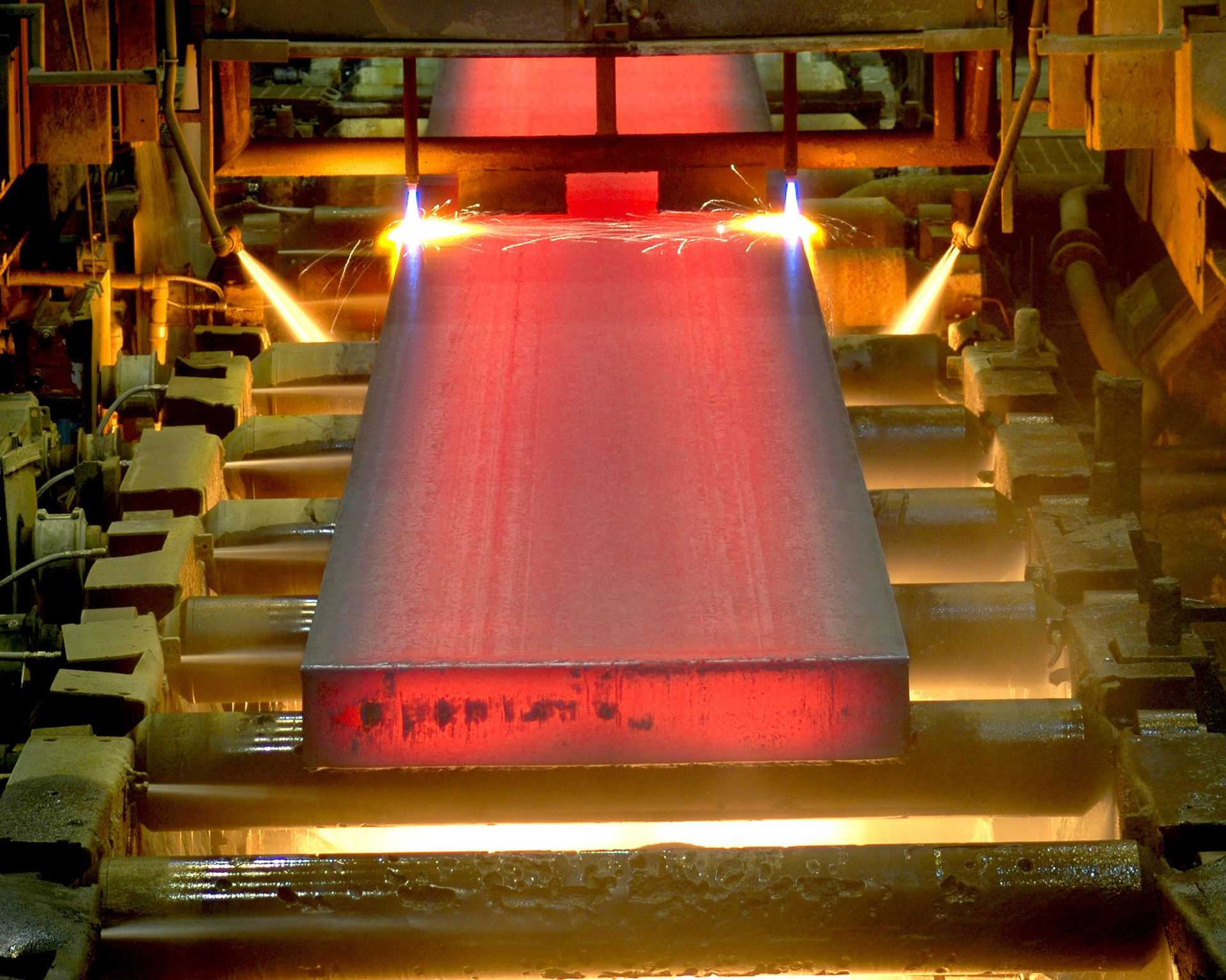





Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.