- Правила применения контрольных оправок
- Совместимость конусов с токарными станками
- Конус 1:20
- Самозажимной патрон
- Конус Морзе и метрический конус
- Метрический конус
- Укороченные конуса Морзе
- Основные характеристики конуса MK2
- История создания
- Трёхкулачковый сверлильный патрон
- Вы здесь
- ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Правила применения контрольных оправок
Методы применения оправок для настройки станков и допустимые нормы отклонений указываются в соответствующих паспортах станков и в ГОСТах норм точности.
ГОСТ 18097–93 — Станки токарные и токарно-винторезные. ГОСТ 17734-88 — Станки фрезерные консольные. ГОСТ 370-93 — Станки вертикально-сверлильные. ГОСТ 2110-93 — Станки расточные горизонтальные.
Проверка станка на геометрическую точность заключается в замере фактических отклонений и в сравнении их с допустимыми параметрами, на основании которых и делается заключение о состоянии станка.
Проверке подвергаются станки как новые, так и бывшие в употреблении, а так же после капитального ремонта или станки дающие брак.
Совместимость конусов с токарными станками
Стандартные конусы морзе являются неотъемлемой частью токарных станков и выполняют важную функцию в процессе обработки деталей. Конус морзе представляет собой коническое соединение, которое обеспечивает точное позиционирование и надежную фиксацию инструмента в шпинделе станка. Морзянки используются как для центрирования и закрепления инструмента, так и для обеспечения передачи вращающих моментов.
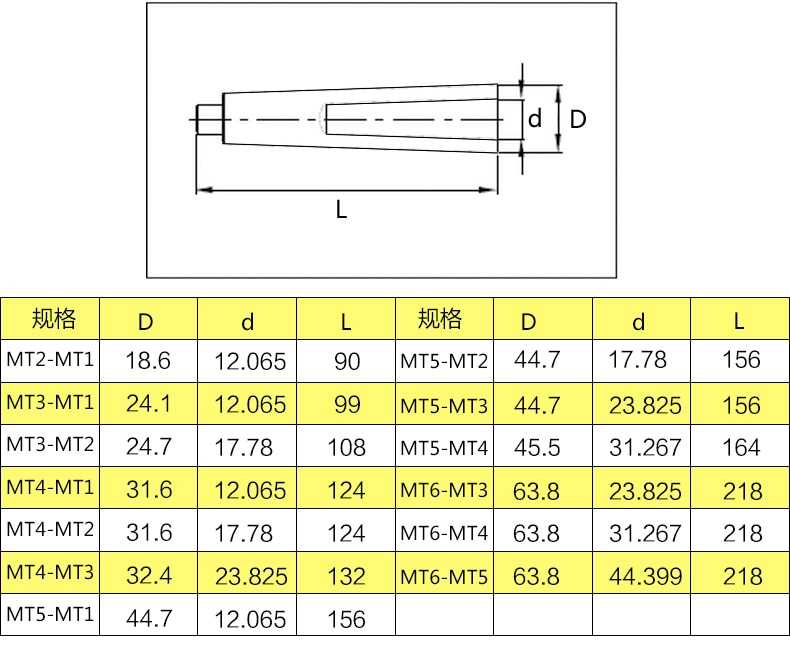
Одна из важных особенностей конусов морзе заключается в их стандартной нумерации. Существуют специальные стандарты, которые определяют размеры и соотношения конусов морзе, чтобы обеспечить их совместимость с токарными станками разных производителей. Например, наиболее распространенными стандартами являются МТ1, МТ2, МТ3 и МТ4.
Каждый стандарт определен своими габаритами и углами наклона конусов, что позволяет точно соотнести конус морзе инструмента с шпинделем станка. Благодаря этой стандартизации, токарные станки разных производителей и моделей могут использовать одни и те же конусы морзе.
Стандартные конусы морзе-также позволяют быстро и легко менять и перенастраивать инструмент на токарном станке. Благодаря точному соответствию размеров и формы конусов, достаточно просто вставить инструмент с нужным конусом в шпиндель станка и закрепить его с помощью фиксатора. Это существенно ускоряет процесс настройки и смены инструмента, что положительно сказывается на производительности работы оператора и станка в целом.
Стандартные конусы морзе имеют еще одно важное преимущество — большую надежность и прочность соединения. Резьбовое присоединение, применяемое для закрепления конусов морзе, обеспечивает надежную фиксацию инструмента и позволяет передавать большие вращающие моменты без риска откручивания инструмента
В заключение, можно сказать, что стандартные конусы морзе являются неотъемлемым элементом в работе с токарными станками. Их совместимость и универсальность облегчают настройку и смену инструмента, а также гарантируют надежное и прочное соединение, что способствует эффективной работе станка и повышению производительности.
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков.
«Конус Морзе» был изобретен в 1864 году Стивеном А. Морзе, отчего и получил название своего изобретателя. Это такой хвостовик инструмента конической формы (к примеру, фреза, сверло) и соответственно отверстие конической формы подходящего размера, называемое гнездом, в задней бабке станка или же в шпинделе. Он предназначен для скорой замены инструмента с большой точностью центрирования и высокой надежностью
Есть разные конусы Морзе размерами КМ0 до КМ7. Они отличаются по своей конусности и исполнению. Обыкновенно используются метрические конуса МЕ4, МЕ6, а также большие метрические конуса МЕ100, МЕ80, МЕ160, МЕ120 и МЕ200. Размер КМ7 не рекомендуется в России. Производятся несколько вариантов исполнений хвостовика конуса. Он может быть с резьбой, с лапкой или вообще без них.
Конус Морзе чаще всего применяется в металлорежушем инструменте и станках для быстрого и точно-центрированного крепления инструмента: сверл, фрез, зенковок, т.п. Для этого хвостовик инструмента изготавливается конусообразной формы, всталяется в соотвествующее по диаметру и конусности отверстие на станке.
Конусы бывают восьми размеров, от КМ0 до КМ7, в российском станкостроении не рекомендован, обычно применяется метрические конуса МЕ4, МЕ6, и большие метрические конуса МЕ80, МЕ100, МЕ120, МЕ160, МЕ200.
Основное различие этих двух стандартов – различный коэффициент конусности (1:20 для метрического и 1:19 – 1:20 для конусов Морзе) и различные резьбы на хвостовике инструменты (метрическая резьба у метрических конусов и дюймовая у конусов Морзе).
Кроме двух упомянутых стандартов, существуют и другие конусные системы, но о них вопроса не было.
Самоделки из двигателя от стиральной машины:
1. Как подключить двигатель от старой стиральной машины через конденсатор или без него 2. Самодельный наждак из двигателя стиральной машинки 3. Самодельный генератор из двигателя от стиральной машины 4. Подключение и регулировка оборотов коллекторного двигателя от стиральной машины-автомат 5. Гончарный круг из стиральной машины 6. Токарный станок из стиральной машины автомат 7. Дровокол с двигателем от стиральной машины 8. Самодельная бетономешалка

Что такое конус Морзе?
Для оперативного центрированного варианта установки инструмента применяется хвостик в виде конуса. Чаще всего во фрезах и сверлах используется именно конус Морзе. Он может быть различных размеров.
Хвостик этого конуса может быть сделан в различных вариациях. У него может присутствовать резьба, лапки. Данных элементов может и не быть. Внутри резьба предназначена для фиксации инструмента при помощи штока. Она позволяет создавать надежное крепление инструмента, делает проще его вынимание при заклинивании. У лапки двойное предназначение. Она делает более простым высвобождение из шпинделя конуса. Также она не дает возможности провернуть конус морзе при огромной нагрузке.
В некоторых инструментах имеется огромная система канавок, различных отверстий. Через них поступает охлаждающая жидкость, а также составы для смазки.
На станках ЧПУ применяется автоматическая замена инструмента. Для данных целей был создан инструментальный вариант. Он способен нивелировать такие минусы конуса Морзе, как:
- постоянное заедание хвостика в шпинделе;
- значительную длину хвостика;
- маленькая площадь хвостика и маленький осевой упор;
- большое количество трудностей, которые появляются при установке конуса в автоматическом режиме;
- невозможность автозамены инструмента.
Узнать цену на конус Морзе под патрон вы можете на сайте smolmotor.ru.
Существует большое количество видов конусов Морзе. Они различаются собственными размерами. Бывают конусы стандартного размера, а бывают укороченные.
Конический хвостик конуса назван так за счет своей формы. За счет подобной специфичной конструкции детали надежно скрепляются между собой. Такой хвостик прекрасно подходит для присоединения сверла. Для того, чтобы обеспечить высокую функциональность устройства, необходимо правильно подобрать его размеры.
Конус Морзе является наиболее совершенной версией обыкновенного конического хвостика, предназначенного для крепления. Он зачастую применяется для различных устройств.
Для некоторых целей длина конуса оказалась достаточно большой. Поэтому был создан конус Морзе укороченный. Более толстая часть обычного конуса была удалена для его создания. Так появился укороченный вариант.
Широко применяется инструментальный вариант конуса. Есть определенные стандарты для таких конусов. По ГОСТу определено три исполнения конусов.
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.
Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.
Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
Конус Морзе и метрический конус
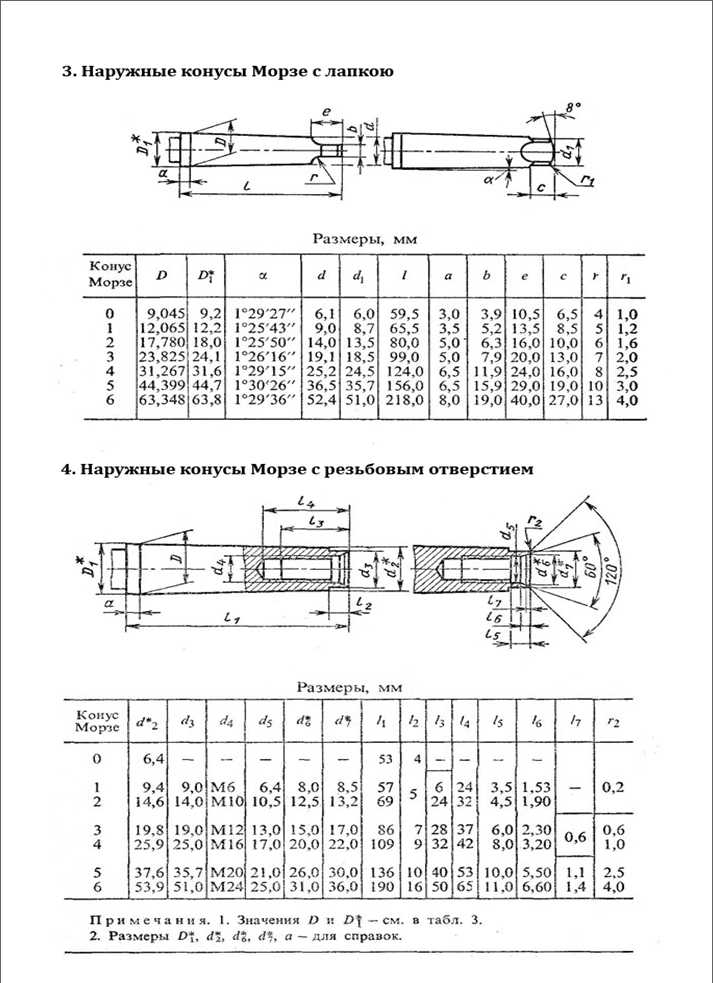
Конус Морзе № 2 (MT2). Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)). Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров, от КМ0
доКМ7 (англ. Morse taper, MT0-MT7, нем. Morsekegel, MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.

Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.»
. В российском стандарте конусКМ7 отсутствует, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
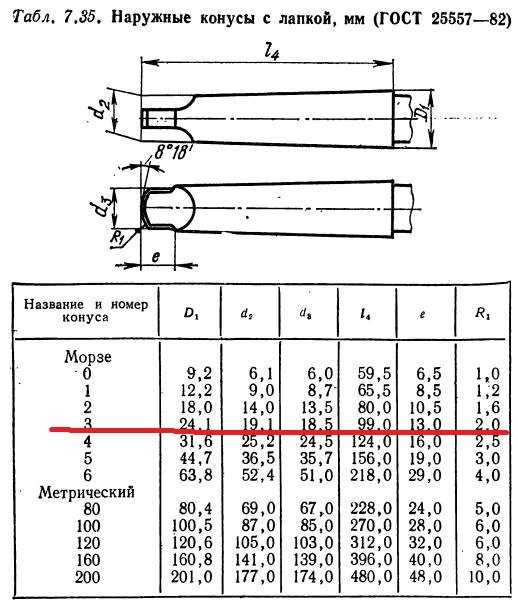
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации — с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше чем угол трения, фиксация хвостовика в гнезде может также происходить только за счет сил трения, без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами
(англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2016 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
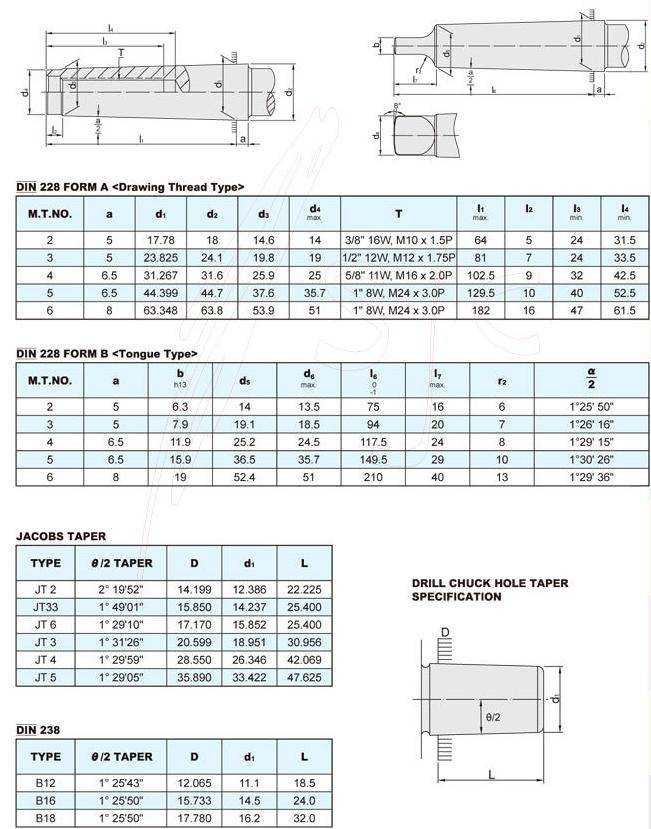
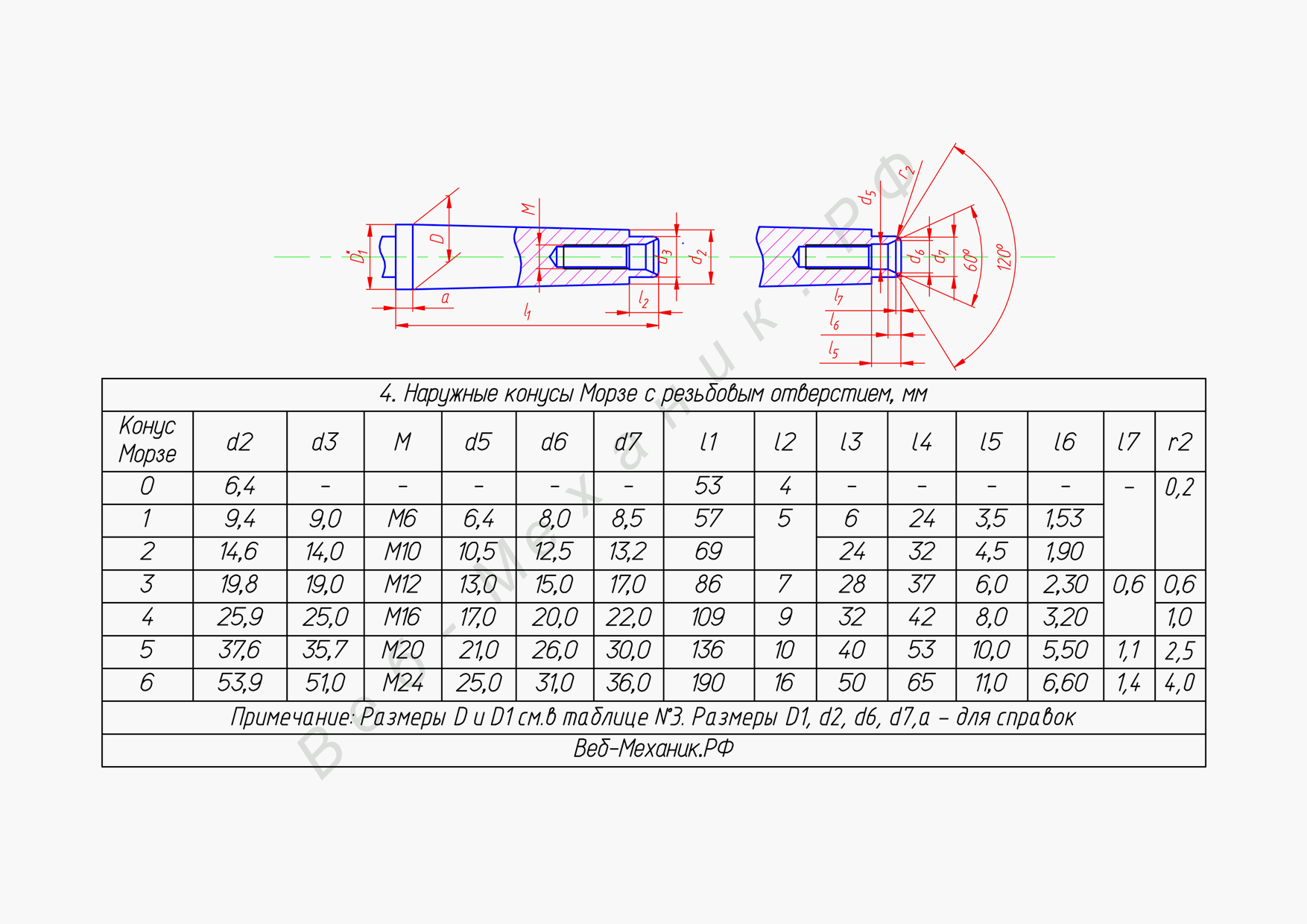
Конструктивных различий между конусом Морзе и метрическим нет. Размеры наружного и внутреннего конуса (по ГОСТ 25557-2006), ммТаблица 1
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | — | — | — | 2,5 | 3 | 23 | 25 | — | — | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | — | — | — | 4 | 4,6 | 32 | 35 | — | — | 34 | 29 | |
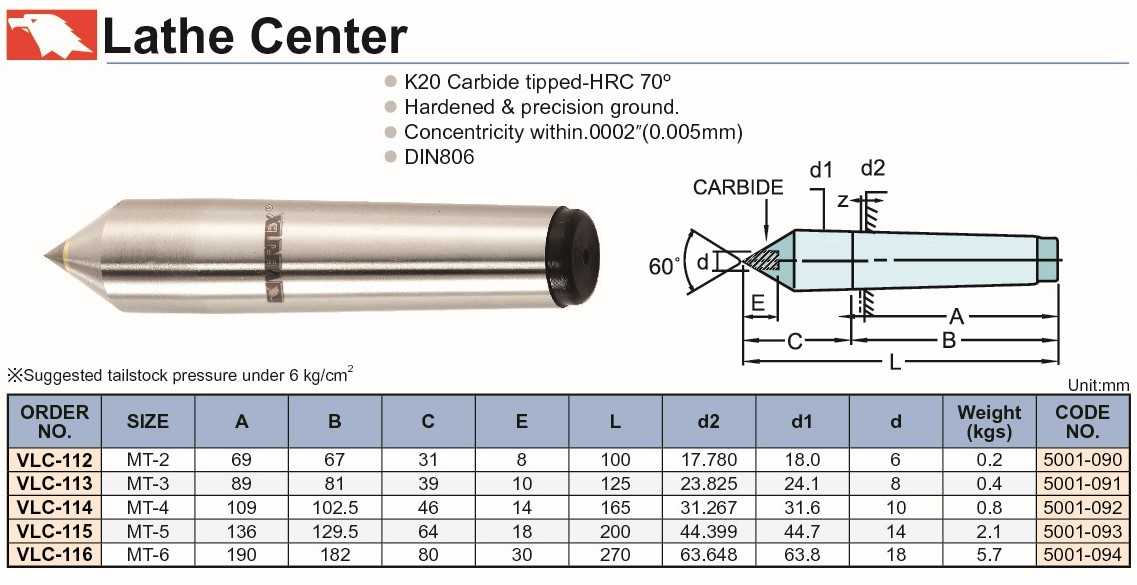
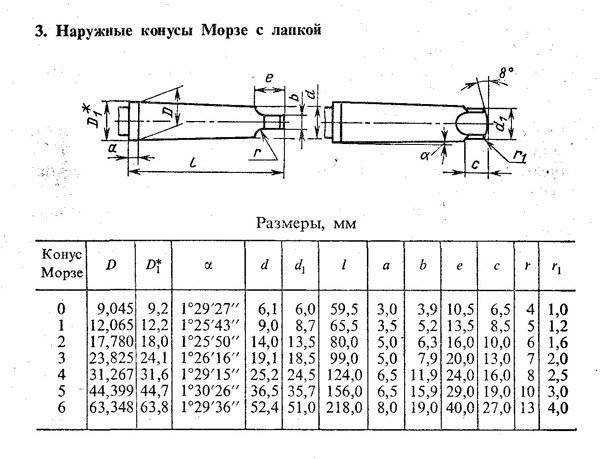
| Морзе | КМ 0 | 1:19,212 | 9,045 | 9,2 | 6,4 | — | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ 1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ 2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ 3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ 4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ 5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ 6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ 7 | 1:19,231 | 83,058 | — | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- В ГОСТ 25557 абберевиатура КМ отсутствует, типоразмер обозначен только цифрой
- Отсутствует в ГОСТ 25557
Укороченные конуса Морзе
Конус Морзе:
Медиафайлы на Викискладе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных «удалением» примерно половины исходных конусов. Цифра в обозначении укороченного конуса — округлённый диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». В скобках приведены обозначения по старому ГОСТ 9953-67 (с буквой a
конуса, у которых осталась более тонкая часть, а с буквойb — более толстая).
- B7 (0a ) — укороченный до 14 ммКМ0 .
- B10 (1a ),B12 (1b ) — укороченный до 18 и 22 мм соответственноКМ1 .
- B16 (2a ),B18 (2b ) — укороченный до 24 и 32 мм соответственноКМ2 .
- B22 (3a ),B24 (3b ) — укороченный до 45 и 55 мм соответственноКМ3 .
- B32 (4b ) — укороченный до 57 ммКМ4 .
- B45 (5b ) — укороченный до 71 ммКМ5 .
Основные характеристики конуса MK2
Конус MK2 — это так называемый Morse конус, который широко используется в механике. Основными характеристиками конуса являются его размеры и форма, а также материал, из которого он изготовлен. Метод соединения двух деталей с помощью этого конуса называется конусное соединение или коническое соединение.
Конус MK2 имеет следующие размеры: диаметр зажимного отверстия 16 мм, длина конусной части 45 мм, диаметр большей базы 22 мм, наклон конусных граней 16°50′. Конус может быть изготовлен из разных материалов в зависимости от его назначения и условий эксплуатации, например, из закаленной стали, высококачественного чугуна, бронзы, а также из некоторых технических пластмасс.
- Размеры — диаметр зажимного отверстия, длина конусной части, диаметр большей базы и наклон конусных граней.
- Материал — конус может быть изготовлен из различных материалов.
- Коническое соединение — метод соединения двух деталей с помощью конуса MK2.
Конус MK2 является часто используемым элементом в механических устройствах и может применяться в различных отраслях промышленности, таких как автомобильное производство, машиностроение, а также в науке и технике.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.



Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
- https://tokar.guru/hochu-vse-znat/chto-takoe-konus-morze-i-kak-opredelyayutsya-ego-razmery.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/prisposobleniya/konus-morze.html
- https://proinstrumentinfo.ru/sverlilnyj-patron-s-konusom-morze-samozazhimnoj-tryohkulachkovyj-gost/
Вы здесь
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
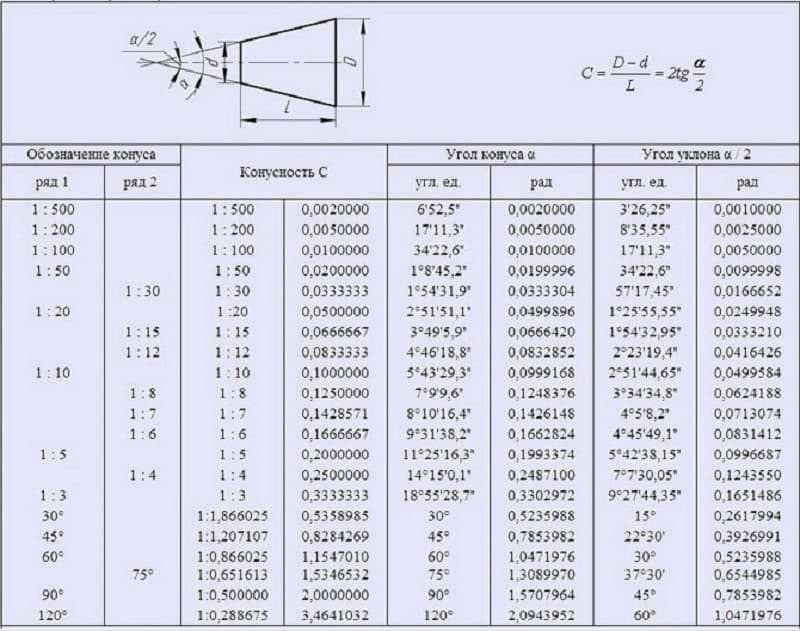
§ 1. Общие сведения 1. Область применения конусов. Наряду с цилиндрическими деталями в машиностроении получили довольно широкое распространение детали с коническими поверхностями. Примерами их могут служить конусы центров, хвостовиков сверл, зенкеров, разверток. Для крепления этих инструментов передние участки отверстий шпинделя и пиноли токарного станка имеют также коническую форму. Однако область использования конусов не ограничивается режущими инструментами. Конические поверхности имеют многие детали машин. Широкое использование конических соединений объясняется рядом их преимуществ. 1. Они обеспечивают высокую точность центрирования деталей. 2. При плотном соприкосновении пологих конусов получается неподвижное соединение. 3. Изменяя осевое положение деталей конического соединения, можно регулировать величину зазора между ними. 2. Конус и его элементы. Конус представляет собой геометрическое тело, поверхность которого получается вращением прямой линии (образующей), наклонно расположенной к оси вращения (рис. 129, а). Точка пересечения образующей с осью называется вершиной конуса. Плоскости, перпендикулярные к оси конуса, называются, основаниями. Различают полный и усеченный конусы. Первый расположен между основанием и вершиной, второй — между двумя основаниями (большим и меньшим). Конус характеризуется следующими элементами: диаметром большего основания D; диаметром меньшего основания d; длиной l; углом уклона а между образующей и осью конуса; углом конуса 2а между противоположными образующими. Кроме этого, на рабочих чертежах конических деталей часто употребляют понятия конусность и уклон. Конусностью называется отношение разности диаметров двух перечных сечений конуса к расстоянию между ними. Она опреляется по формуле ![]() Уклоном называется отношение разности радиусов двух поперечных сечений конуса к расстоянию между ними. Его определяют по формуле
Уклоном называется отношение разности радиусов двух поперечных сечений конуса к расстоянию между ними. Его определяют по формуле ![]() Из формул (9) и (10) видно, что уклон равен половине конусности.
Из формул (9) и (10) видно, что уклон равен половине конусности. ![]() Тригонометрически уклон равен тангенсу угла уклона (см. рис. 129, б, треугольник ABC), т. е.
Тригонометрически уклон равен тангенсу угла уклона (см. рис. 129, б, треугольник ABC), т. е. ![]() На чертеже (рис. 130) конусность обозначают знаком <, а уклон —, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности— расстояние между сечениями, для уклона — удвоенной величине этого расстояния. Конусность и уклон иногда записываются числами десятичной дроби: 6,02; 0,04; 0,1 и т. д. Для конусности эти цифры соответствуют разности диаметров конуса на длине 1 мм, для уклона — разности радиусов на этой же длине. Для обработки полного конуса достаточно знать два элемента: диаметр основания и длину; для усеченного конуса — три элемента: диаметры большего и меньшего оснований и длину. Вместо одного из указанных элементов может быть задан угол наклона а, уклон или конусность. В этом случае для определения недостающих размеров пользуются вышеприведенными формулами (9), (10) и (11).
На чертеже (рис. 130) конусность обозначают знаком <, а уклон —, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности— расстояние между сечениями, для уклона — удвоенной величине этого расстояния. Конусность и уклон иногда записываются числами десятичной дроби: 6,02; 0,04; 0,1 и т. д. Для конусности эти цифры соответствуют разности диаметров конуса на длине 1 мм, для уклона — разности радиусов на этой же длине. Для обработки полного конуса достаточно знать два элемента: диаметр основания и длину; для усеченного конуса — три элемента: диаметры большего и меньшего оснований и длину. Вместо одного из указанных элементов может быть задан угол наклона а, уклон или конусность. В этом случае для определения недостающих размеров пользуются вышеприведенными формулами (9), (10) и (11). ![]() Пример 1. Дан конус, у которого d=30 мм, /=500 мм, К=1: 20. Определить больший диаметр конуса. Решение. Из формулы (9)
Пример 1. Дан конус, у которого d=30 мм, /=500 мм, К=1: 20. Определить больший диаметр конуса. Решение. Из формулы (9) ![]() Пример 2. Дан конус, у которого D=40 мм, l = 100 мм, а=5 , Определить меньший диаметр конуса. Решение. Из формулы (11)
Пример 2. Дан конус, у которого D=40 мм, l = 100 мм, а=5 , Определить меньший диаметр конуса. Решение. Из формулы (11) ![]() По таблице тангенсов находим tg5°=0,087. Следовательно, d=40—2*100Х Х0,87=22,6 мм. Пример 3. Определить угол уклона а, если на чертеже указаны размеры конуса: D—50 мм, d=30 мм, /=200 мм. Решение. По формуле (11)
По таблице тангенсов находим tg5°=0,087. Следовательно, d=40—2*100Х Х0,87=22,6 мм. Пример 3. Определить угол уклона а, если на чертеже указаны размеры конуса: D—50 мм, d=30 мм, /=200 мм. Решение. По формуле (11) ![]() Из таблицы тангенсов находим а=2 50 . Пример 4. Дан конус, у которого D=60 мм, /=150 мм, К=1 : 50. Определить угол уклона а. Решение. Так как уклон равен половине конусности, можно записать:
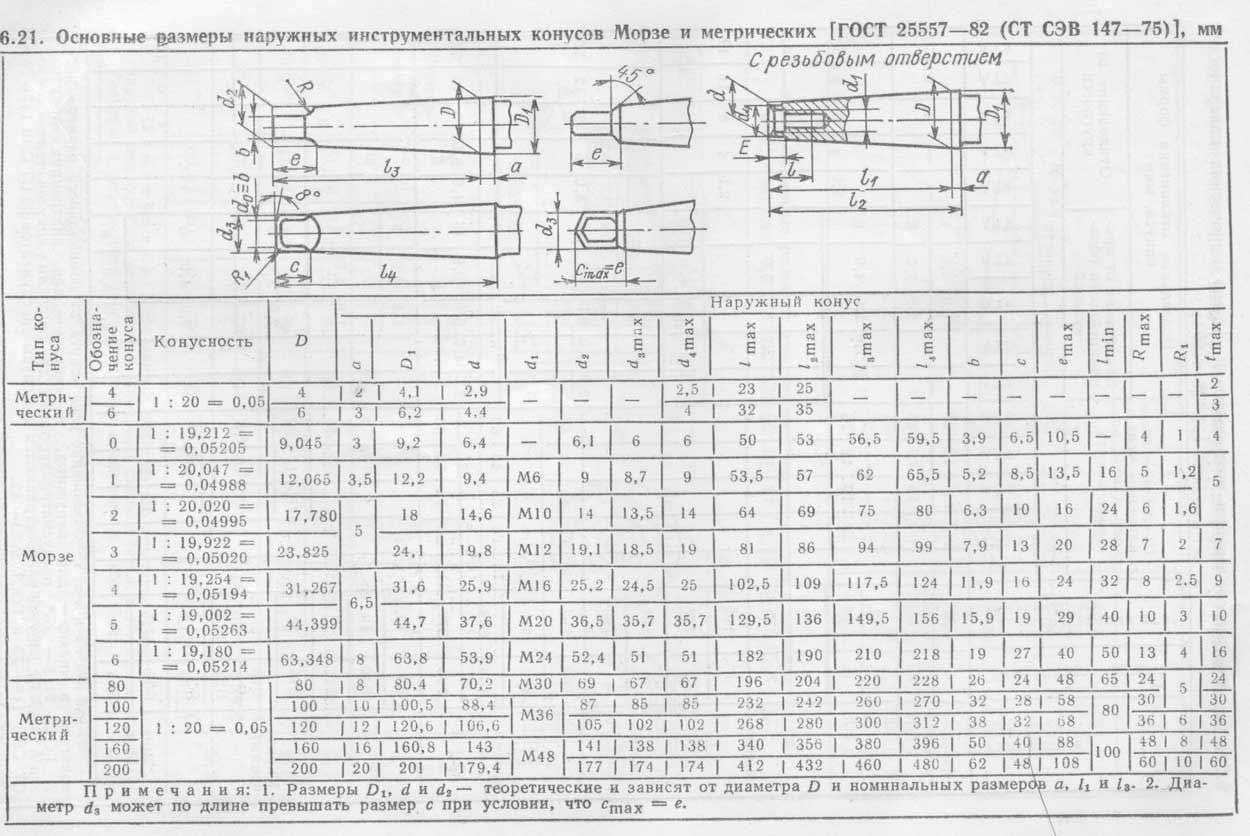
Из таблицы тангенсов находим а=2 50 . Пример 4. Дан конус, у которого D=60 мм, /=150 мм, К=1 : 50. Определить угол уклона а. Решение. Так как уклон равен половине конусности, можно записать: ![]() По таблице тангенсов находим а=0 30 . 3. Нормальные конусы. Конусы, размеры которых стандартизованы, называются нормальными. К ним относятся конусы Морзе, метрические, конусы для насадных разверток и зенкеров с конусностью 1:50 0, под конические штифты — с конусностью 1:50, для конических резьб с конусностью 1 : 16 и др. Наибольшее распространение в машиностроении получили инструментальные конусы Морзе и метрические, основные размеры которых приведены в табл. 13.
По таблице тангенсов находим а=0 30 . 3. Нормальные конусы. Конусы, размеры которых стандартизованы, называются нормальными. К ним относятся конусы Морзе, метрические, конусы для насадных разверток и зенкеров с конусностью 1:50 0, под конические штифты — с конусностью 1:50, для конических резьб с конусностью 1 : 16 и др. Наибольшее распространение в машиностроении получили инструментальные конусы Морзе и метрические, основные размеры которых приведены в табл. 13. ![]()
Размеры конусов Морзе выражаются дробными числами. Это объясняется тем, что впервые стандарт на них был принят в дюймовой системе измерения, которая сохранилась до настоящего времени. Конусы Морзе имеют различную конусность (примерно 1 20), метрические конусы одинаковую — 1:20. ![]() Автор — nastia19071991
Автор — nastia19071991